
Une aide pour un p’tit loup: une flexi-hand sur-mesure
Intro: un appareil – plusieurs objectifs
Noé
Noé est un petit garçon de 6 ans atteint d’une agénésie particulière à la main droite, qu’il appelle son « petit loup ». Plein de vie, il adore l’école, les dessins animés de Walt Disney et les animaux.
Petit à petit, il prend conscience de sa différence par rapport aux autres enfants et souhaite lui aussi avoir une main de super héros E-nable.
Sur cette main (fig. 1):
- Un bourgeon de pouce s’est développé. L’articulation associée à ce bourgeon est fonctionnelle et doit être considérée dans la conception de son appareil car Noé s’en sert au quotidien.
- Les ongles des quatre autres doigts sont apparents. Ceux-ci sont sensibles et devront donc être protégés lors de l’équipement de l’appareil.

Fig. 1: Photo des mains de Noé. La main droite est celle atteinte d’agénésie. On peut observer le bourgeon de pouce fonctionnel et les ongles des quatre autres doigts. Sa main gauche va nous permettre de concevoir un appareil aux dimensions proches.
Notre point de départ
L’agénésie particulière de Noé ne nous permet pas d’utiliser et de mettre à l’échelle les appareils E-nable classiques (Raptor ou Phoenix). Un appareil sur-mesure est nécessaire. La conception de cet appareil nous a servi de prétexte pour remplir d’autres objectifs, formulés à l’issue de précédents travaux pour l’association:
Objectif #1: Le scan 3D pour un appareil confortable
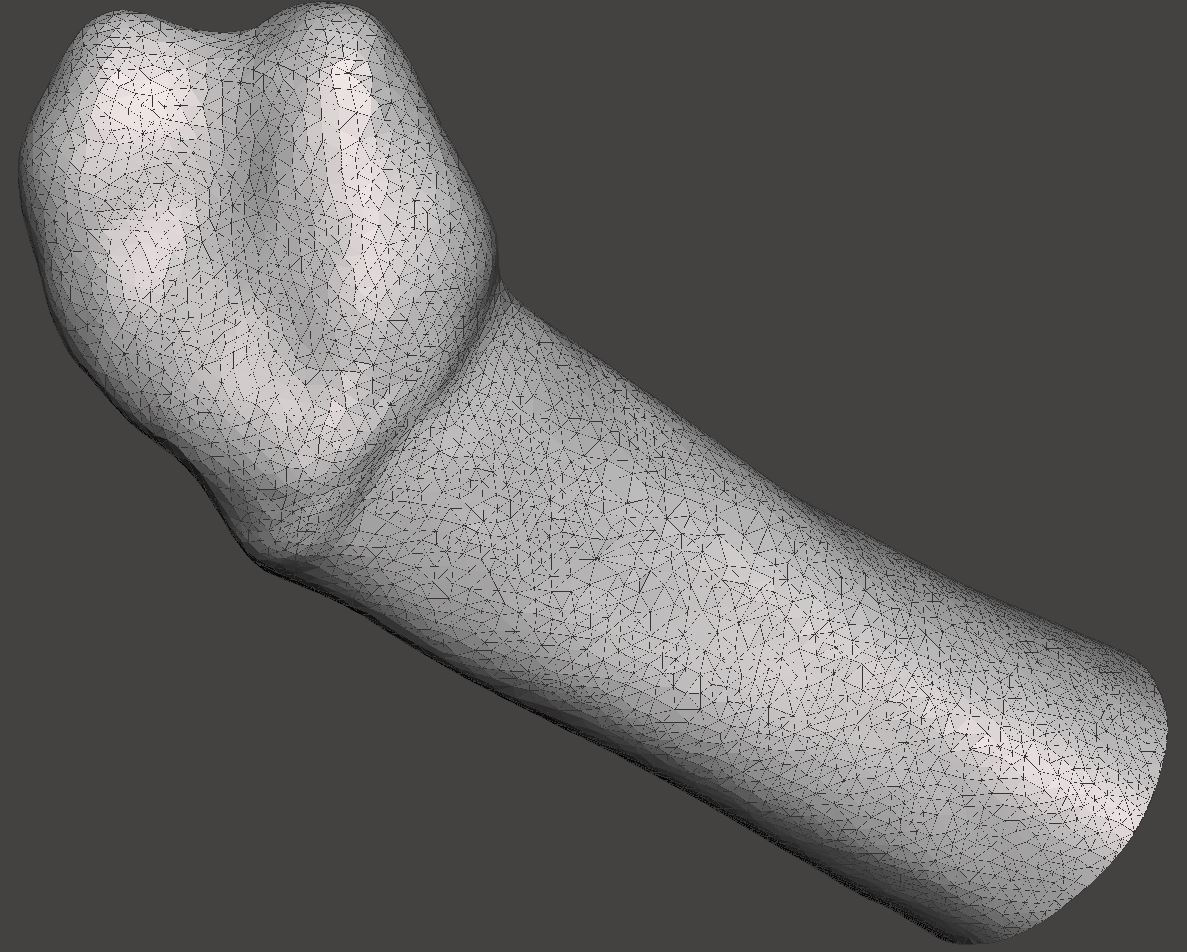
Les outils de scan3D sont de plus en plus accessibles économiquement, performants et facile d’utilisation. Aussi, quitte à concevoir un appareil conservant la mobilité du pouce de Noé, nous voulions tester la possibilité d’intégrer un manchon sur-mesure créé à partir d’un scan 3D de sa main droite. Pour ce faire, nous avons utilisé le scanner 3D Isense (Fig. 2, 3, 4). Vous trouverez la démarche complète ici. A noter que cette démarche n’est pas uniquement entreprise par les membres français de l’association mais aussi au niveau international.

Fig. 2: L’interface utilisateur de L’Isense rend l’utilisation très conviviale. La précision de mesure est de l’ordre du millimètre. C’est suffisant pour nos appareils

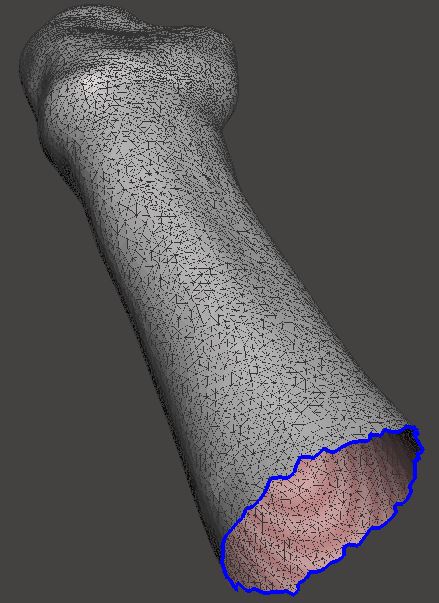
Fig. 3: Moule en plâtre de la main droite de Noé
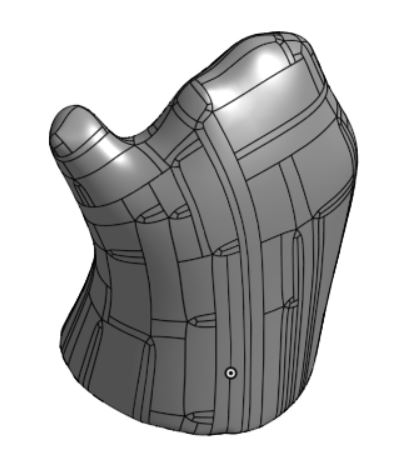
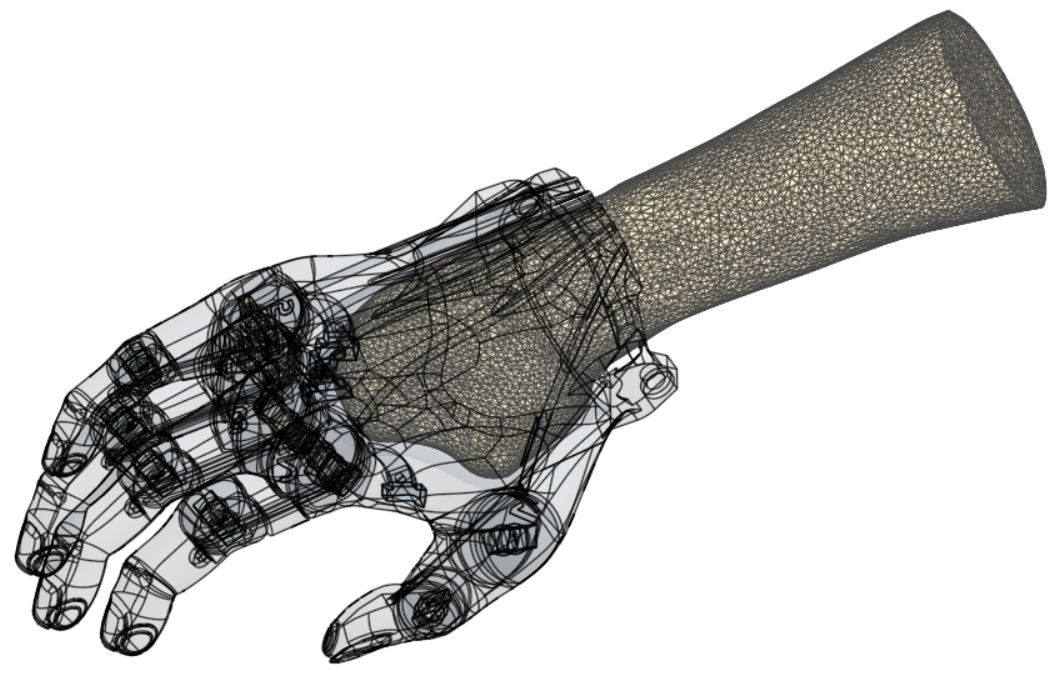
Fig. 4: Version numérique de la main de Noé. C’est la brique de base pour la création d’un manchon sur-mesure.
L’intérêt de cette démarche est double:
- Ajouter le fait d’avoir une emboîture quasiment sans jeu, qui permet une grande précision et donc une grande efficacité de manipulation de la prothèse, est particulièrement importante lorsque la force et/ou l’amplitude du poignet de l’enfant sont limitées, ou quand la paume résiduelle est très courte.
- Améliorer le confort pour le porteur de l’appareil. L’utilisation d’un moulage en alginate puis en plâtre permet non seulement de concevoir le manchon sur-mesure mais également d’éviter l’écueil des erreurs de mesures en se basant seulement sur des photos (Fig. 1).
Objectif #2: Phoenix/Raptor vs. Flexi-hand
Les appareils les plus répandus au sein de l’association E-nable sont les modèles Raptor et Phoenix. Créé à partir du logiciel OpenScad, ils présentent le principal avantage d’être complètement paramétrés. La mise à l’échelle en fonction de la taille des mains de chaque enfant s’en trouve facilitée.
Cependant ces mains présentent différents inconvénients, le premier étant celui de la robustesse. Par exemple le rappel élastique qui assure la réouverture des mains phœnix est assuré par des petits élastiques qui doivent être régulièrement changés. Le second inconvénient concerne l’adaptabilité de ces mains. Typiquement, le logiciel OpenScad n’est pas assez « flexible » pour rapidement concevoir un appareil qui permettra à Noé d’utiliser son pouce.
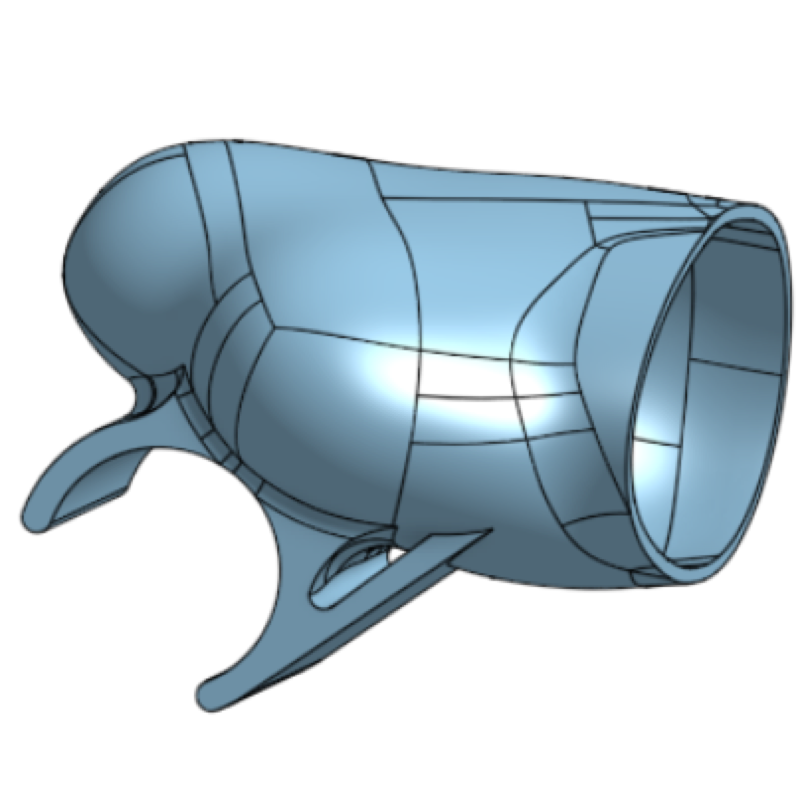
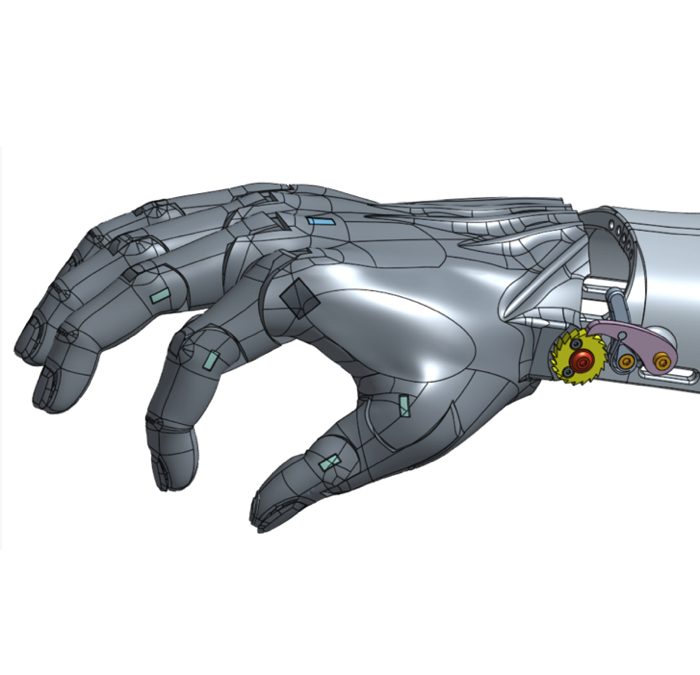
En repartant de la cartographie des appareils E-nable (fig. 5), nous avons choisi une brique de départ différente: la flexi-hand (Fig. 6) et la flexi-hand reloaded (Fig. 7). En voici quelques raisons:
- Le design est plus ergonomique mais sans être complètement bio-mimétique (contrairement à des modèles orientés plutôt pour les adultes)
- La flexion des phalanges est assurée par des charnières imprimées en filament flexible: moins de pièces à imprimer et un appareil plus facile à assembler. Autre avantage de ces charnières: il n’y a plus de frottement entre chaque phalange. Le mouvement de préhension s’en trouve facilité et silencieux.
- Un système de cardan permet de libérer le mouvement d’adduction/abduction du poignet ce qui ajoute un élément de confort non négligeable.
- Ces designs ont été produits avec des logiciels de CAO type Solidworks, et sont donc plus faciles à modifier.
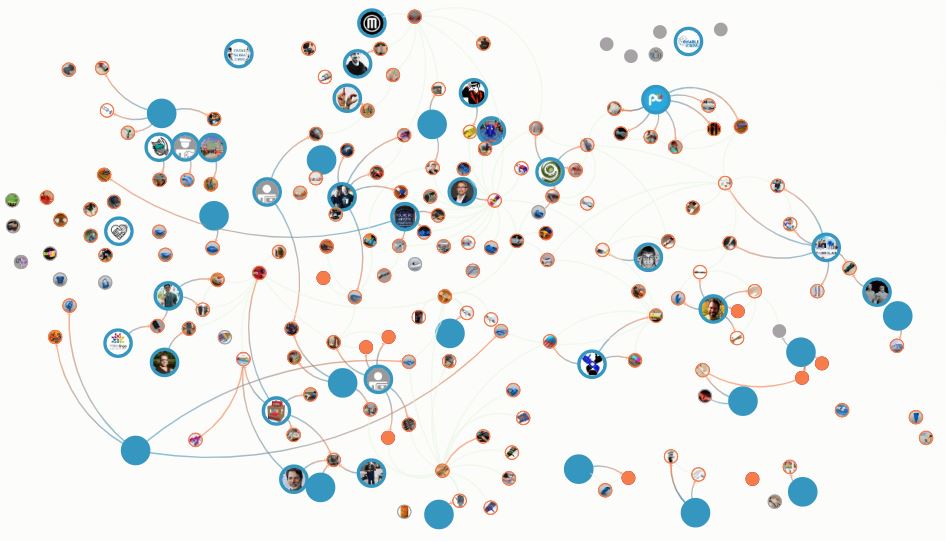
Fig. 5: Cartographie mondiale des appareils E-nable. Lien vers la cartographie complète ici.

Fig. 6: Flexi-hand. Le rappel élastique des phalanges est assuré par des charnières en filament flexibles. Le résultat est une plus grande robustesse en comparaison des élastiques dentaires classiques des appareils raptor ou phoenix. La flexi-hand est aussi plus aboutie en terme de design.Source des fichiers ici.
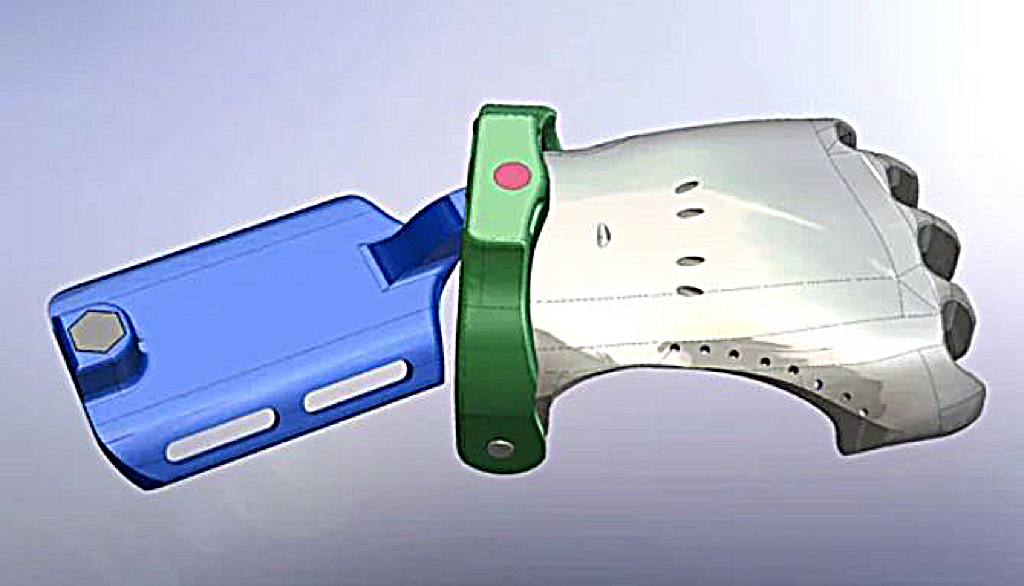
Fig. 7: Flexi-hand reloaded avec libération de l’abduction-adduction du poignet. Source des fichiers ici.
Comme concepteurs, pouvoir d’éditer nos designs précédents permet d’apporter les améliorations apportées à nos précédents projets (voir ici).
- Plastidip pour le grip au lieu des « doigtiers flexibles »
- Palonnier,
- Fingertip en filament flexible pour une préhension en douceur et un grip amélioré.
- Utilisation d’une mousse lavable et hypoallergénique à l’interface entre la peau et l’appareil,
- Sangles douces (cuir+ scratch)
Objectif #3: Une conception paramétrée accessible au plus grand nombre
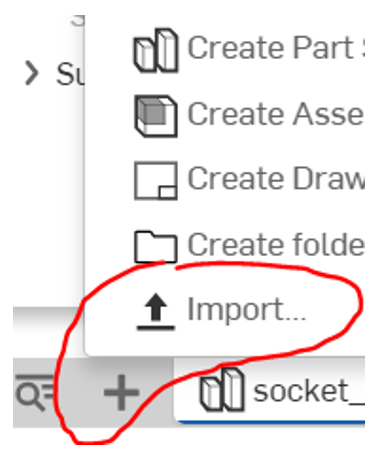
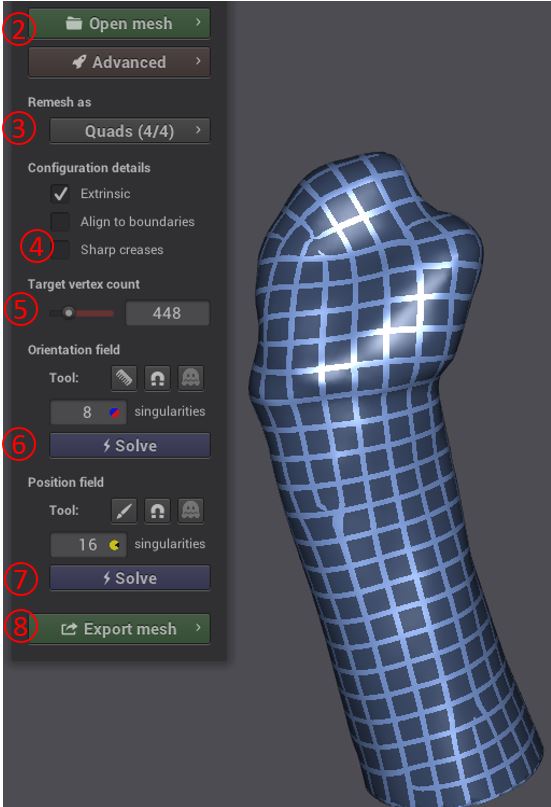
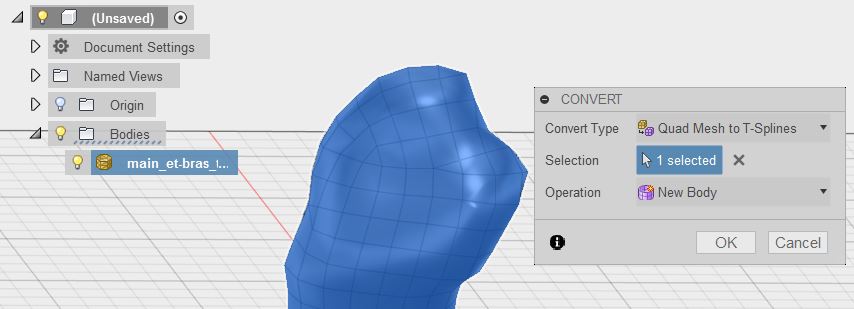
Parmi les différentes solutions de logiciels de design gratuits présents sur le marché, Blender, Fusion360, Onshape et OpenScad présentent des caractéristiques vraiment intéressantes (Fig. 8).
- Blender permet de dessiner des formes très organiques, idéales pour du biomimétique mais requiert des compétences que nous n’avons pas. De plus, nous ne sommes pas sûr que ces formes soient paramétrables donc faciles à mettre à l’échelle d’un appareil à un autre.
- A l’inverse OpenScad est défini à partir de paramètres, mais l’usage par un utilisateur non informaticien est peu conviviale, et les géométries modélisables restent limitées à des formes très géométriques.
- Au milieu on retrouve Fusion360 et OnShape. Le premier est avant tout un logiciel de dessin industriel mais possède également un module de sculpting assez abouti permettant de mettre au point des géométries ergonomiques, voire organique. Le second est plus proche du logiciel de CAO classique, bien que les dernières mises à jour laissent entrevoir un mode de sculpting également.
OnShape et Fusion360 possèdent tous les deux des avantages en termes de design. Ce qui a fait finalement pencher la balance vers OnShape est son mode collaboratif, qui permet de travailler à plusieurs sur un même design en même temps depuis plusieurs pc et localisations géographiques différentes. Vous retrouverez tous ces avantages ici.
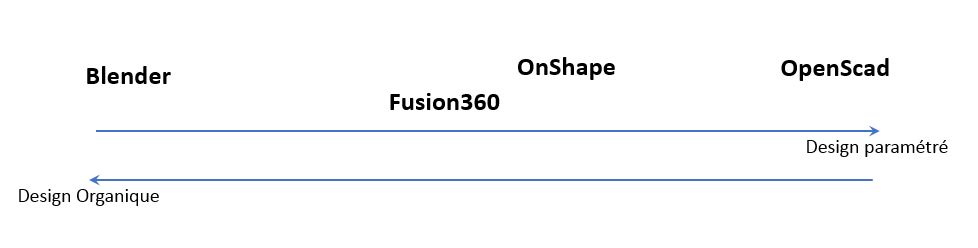
Fig. 8: choix du logiciel de design pour le projet
Un projet collaboratif
Au delà des aspects techniques de ce projet, il faut également en souligner les aspects collaboratifs entre Noé et sa famille, les membres de l’association ainsi que les deux ergothérapeutes qui se sont succédé dans le suivi du développement de Noé (Fig. 9).
Fig. 9: Triptyque patient – ergothérapeute – concepteur
Deux prototypes ont été nécessaires avant d’arriver à la version finale. Ils ont progressivement été améliorés grâce à cette interaction.
Notre objectif global
Toute la démarche présentée ci-dessous illustrera les différentes étapes de conception de cet appareil sur-mesure. Notre objectif global est de permettre à tous les membres de l’association de pouvoir appliquer cette démarche. La limite actuelle étant de générer un scan 3D de la main à équiper.
La démarche est ensuite la même que pour les appareils classiques.
- Mise à l’échelle de l’appareil,
- Impression aux couleurs du choix de l’enfant,
- Assemblage et remise.
La mise à l’échelle se fait pour l’instant sur OnShape, car cela permet non seulement de modifier la taille du manchon mais aussi la largeur et la longueur des doigts. Nous travaillons actuellement à rendre l’interface de mise à l’échelle la plus accessible possible. N’hésitez pas à nous contacter si vous avez des suggestions.
Les différentes versions et améliorations
Tout au long de ce projet, trois versions de l’appareil se sont succédées.
V1: un prototype avant de rencontrer Noé et sa famille
Le premier prototype a été fait à partir d’une mise à l’échelle de la flexi-hand, en se basant sur les mesures de la fig 1 (Fig. 10 – 11). L’objectif était de pouvoir rencontrer Noé et sa famille avec un premier appareil pour évaluer ses capacités motrices (facilité à fermer la main). Au final, malgré un thermoformage du manchon pour que Noé puisse enfiler son appareil, cette première rencontre a surtout permis de confirmer qu’une mise à l’échelle ne permet pas une appropriation rapide et efficace de l’appareil.

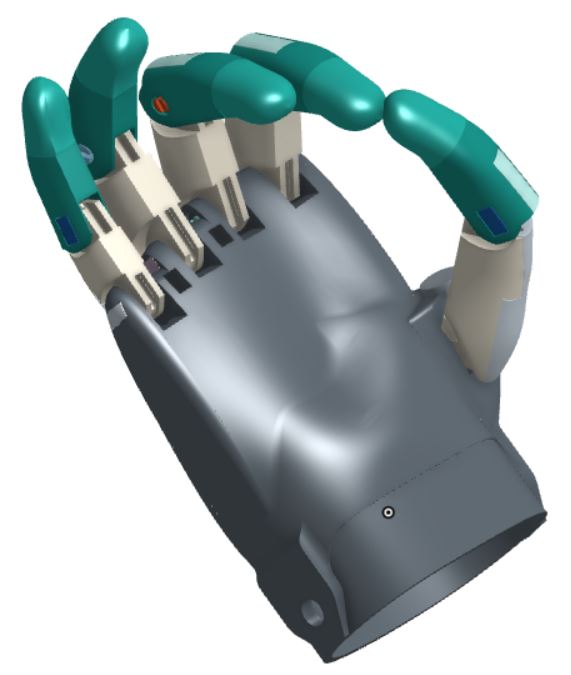
Fig. 10: Première version de l’appareil de Noé. Design issu de Thingiverse et rapidement modifié pour correspondre aux dimensions de la main de Noé. Un loup a été ajouté en référence au petit surnom que Noé donne à sa main droite. (vue de dessous).

Fig. 11: Même appareil vu de dessus. L’utilisation d’un palonnier en série avec le système de cardan permet à la fois de libérer un degré de liberté de rotation du poignet tout en améliorant la préhension d’objet complexe – typiquement un verre un peu conique.
L’assemblage de cette première version directement issue du fichier source a également mis en évidence quelques défauts:
- Les emplacements des charnières flexibles engendrent un défaut d’alignement des phalanges,
- Le système de cardan est trop fin et se déforme en fermant l’appareil,
- Le loup extrudé sur l’intérieur de la main devra être déporté sur le dessus car se génère une déformation trop importante de la paume quand Noé ferme la main.
V2: Une version sur mesure
La première rencontre avec Noé et sa famille a permis de réaliser un moule en plâtre de sa main droite, qui sera par la suite scanné en 3d (fig 3 et fig 4).
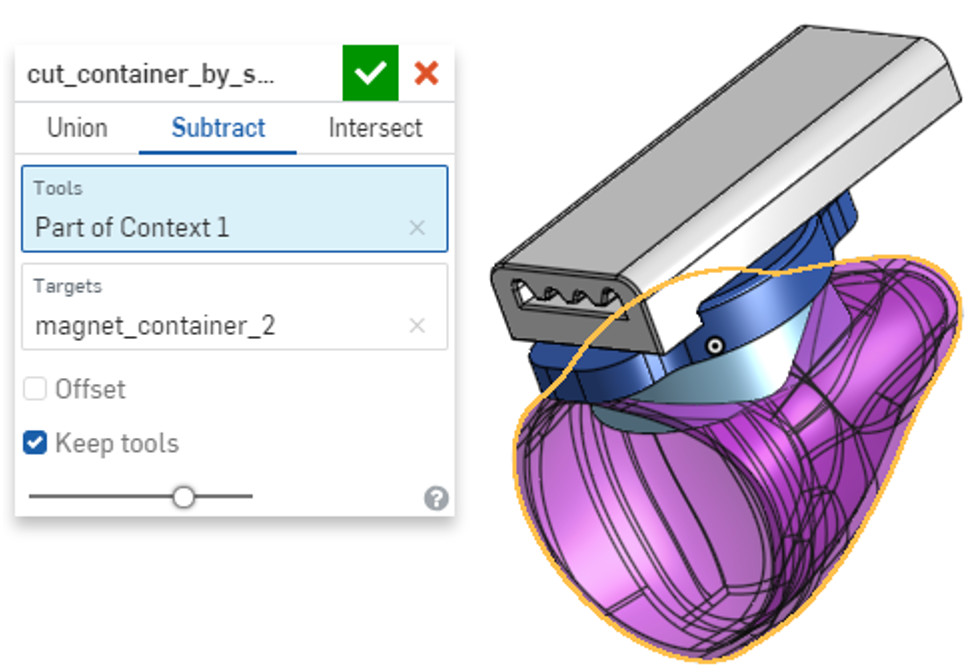
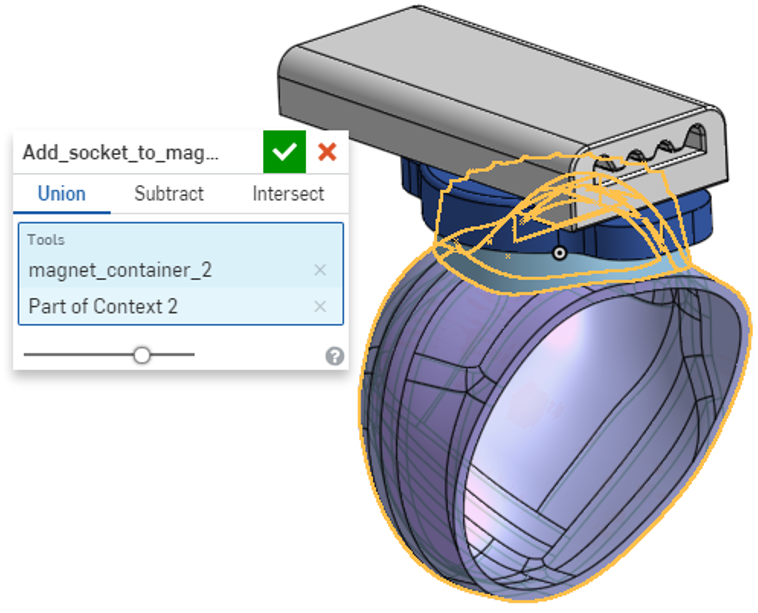
Le délai de livraison du second appareil était très court car Noé voulait le montrer à ses copains avant la fin de la maternelle. Pour livrer dans les temps, nous avons priorisé l’intégration du scan 3D et avons remis à plus tard (car il y allait forcément y avoir une V3 😉 la conception d’une extension de pouce. Afin de livrer rapidement la seconde version de l’appareil, nous avons procédé par booléen du scan 3D. Rapide à faire (24h), cela consiste à fusionner au mieux le design existant avec le scan 3D. De légères modifications ont également été apportées:
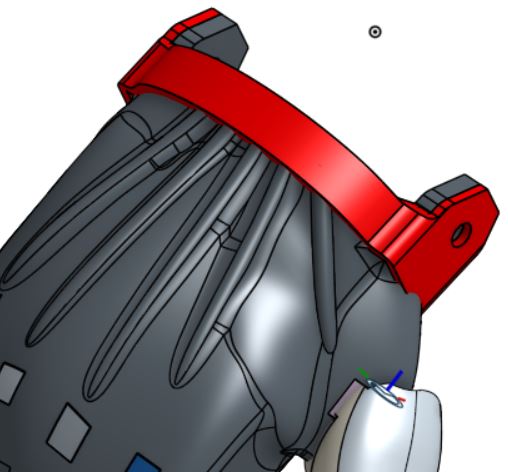
- Le loup n’est plus extrudé sur le manchon mais thermoformé puis collé au dos de l’appareil (Fig. 13),
- Les couleurs d’impressions ont été choisies par Noé (Fig. 14-15),
- Nous nous sommes assurés, grâce au moule en plâtre, que la main de Noé pourrait facilement s’insérer dans l’appareil (Fig 12),
- Les charnières ont été modifiées pour assurer l’alignement des phalanges (Fig. 12).
Ce design démontre qu’il serait possible de partir d’une forme grossière d’un manchon et d’y soustraire un scan 3D pour créer du sur mesure de manière à peu près générique. Cependant, l’utilisation des opérations booléennes rend le design peu compact et figé. De même, la taille des doigts a peu été modifié pour rester homogène avec la taille de la paume. Rapidement, nous nous rendons compte que nous pourrions ajouter un peu d’angle entre chaque doigt afin d’améliorer la préhension d’objets.

Fig. 12: Seconde version de l’appareil de Noé. Design mixé avec un scan 3D de la main de Noé afin de la rendre sur-mesure. Le moule en plâtre s’insère bien dans le manchon (vue de dessous).

Fig. 13: Même appareil vu de dessus.
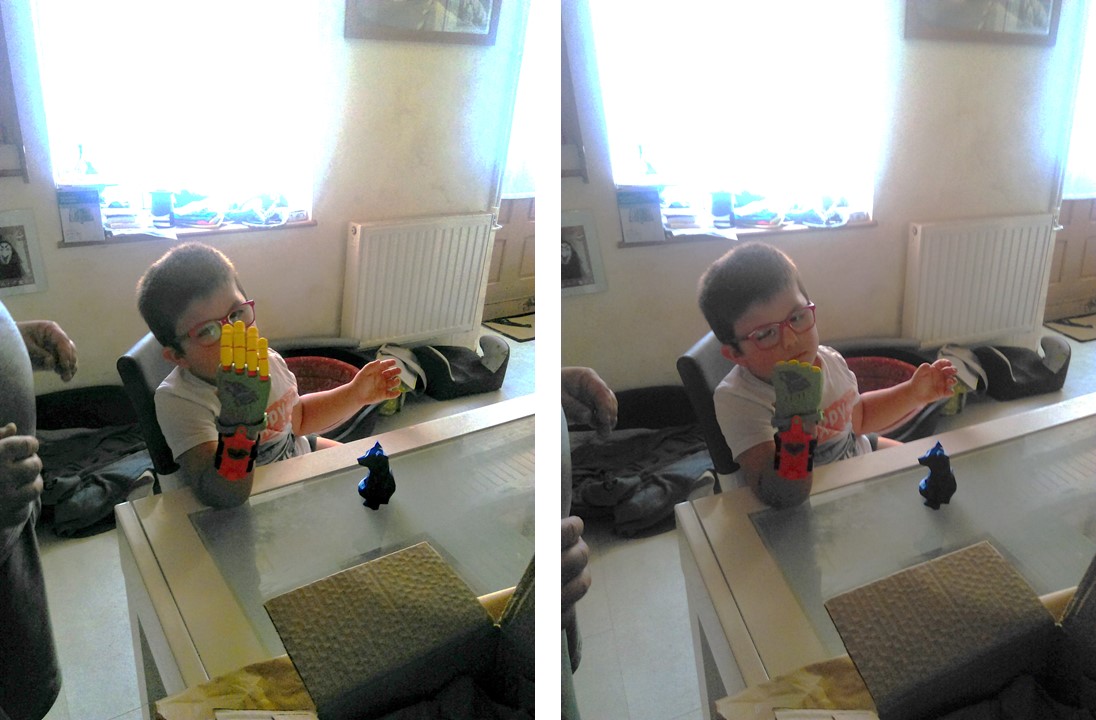
Fig. 14: Noé et son ptit loup imprimé en 3D

Fig. 15: Noé arrive bien à saisir des objets et des personnes.
V3: Version finale
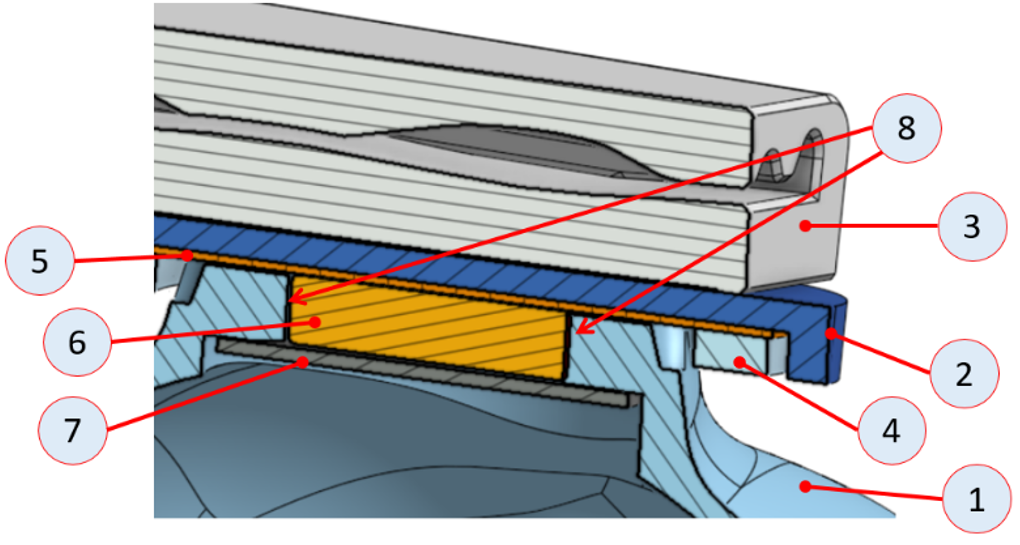
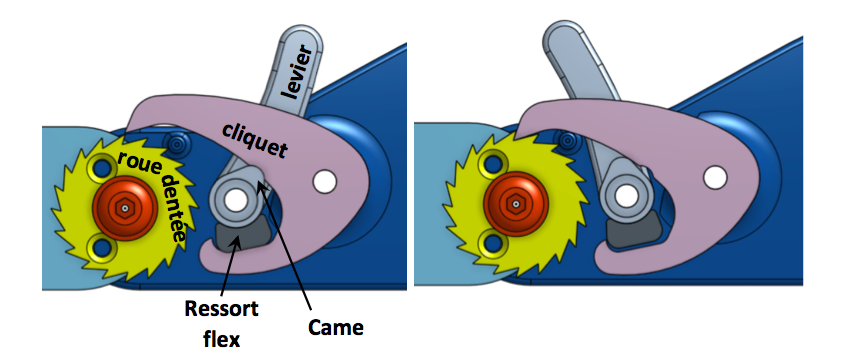
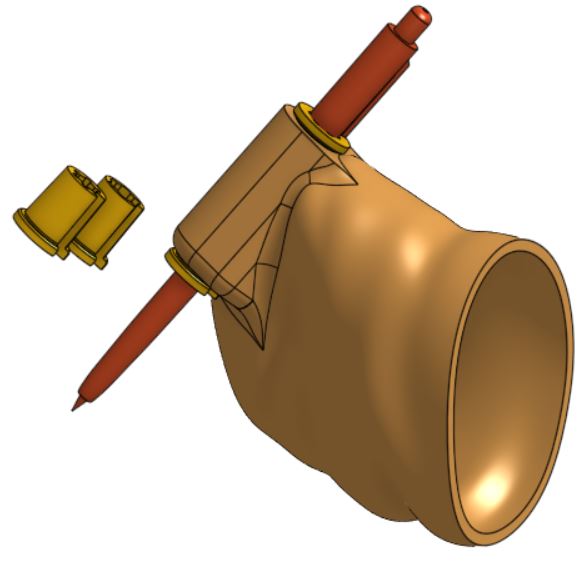
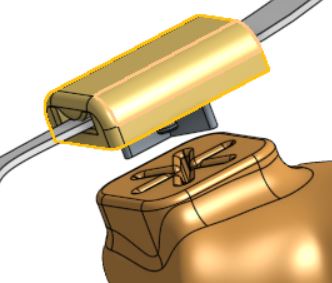
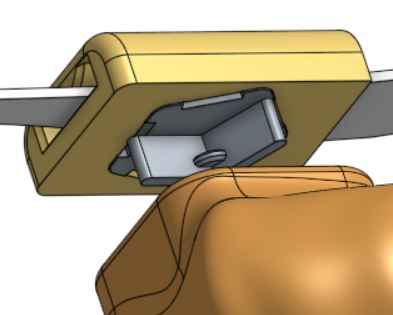
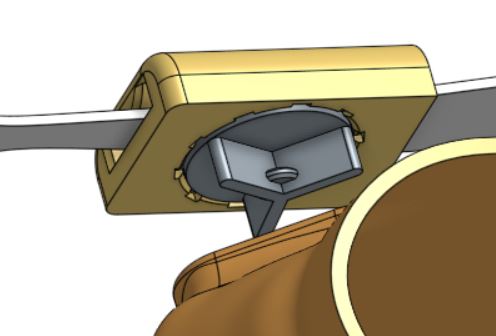
La V2 a ainsi pu être livrée dans les temps et l’appareil a survécu à la cour de récré. Cependant, après quelques jours d’utilisation, le mécanisme de cardan, libérant la rotation du poignet, a été cassé (Fig. 16). L’erreur vient du sens d’impression de la pièce (Fig. 17). L’orientation du gantelet a toute son importance pour l’impression 3D. A la flexion du poignet, les fils en nylon se tendent pour que l’appareil se ferme. Des contraintes sont générées dans le système de cardan. Si celui-ci est imprimé à plat (comme à gauche), les contraintes peuvent casser le cardan. C’est ce qui s’est passé avec la V2. Si le gantelet est imprimé sur la tranche, la pièce sera plus résistante à ces mêmes contraintes.

Fig. 16: erreur de débutant, le gantelet a été imprimé à plat (fig. 17, à gauche). Or cela crée une fragilité au niveau du système de cardan, où sont localisés les efforts les plus importants… Pour la dernière version, le cardan sera renforcé, et le gantelet imprimé sur la tranche (fig. 17, à droite).

Fig. 17: L’orientation du gantelet a toute son importance pour l’impression 3D. A gauche: impression à plat: fragile devant les efforts appliqués. A droite: impression sur la tranche: solide devant les efforts appliqués.
Des échanges avec la nouvelle ergothérapeute de Noé ont également mis en évidence des correctifs à apporter sur la version suivante (Fig. 18 à Fig. 22).
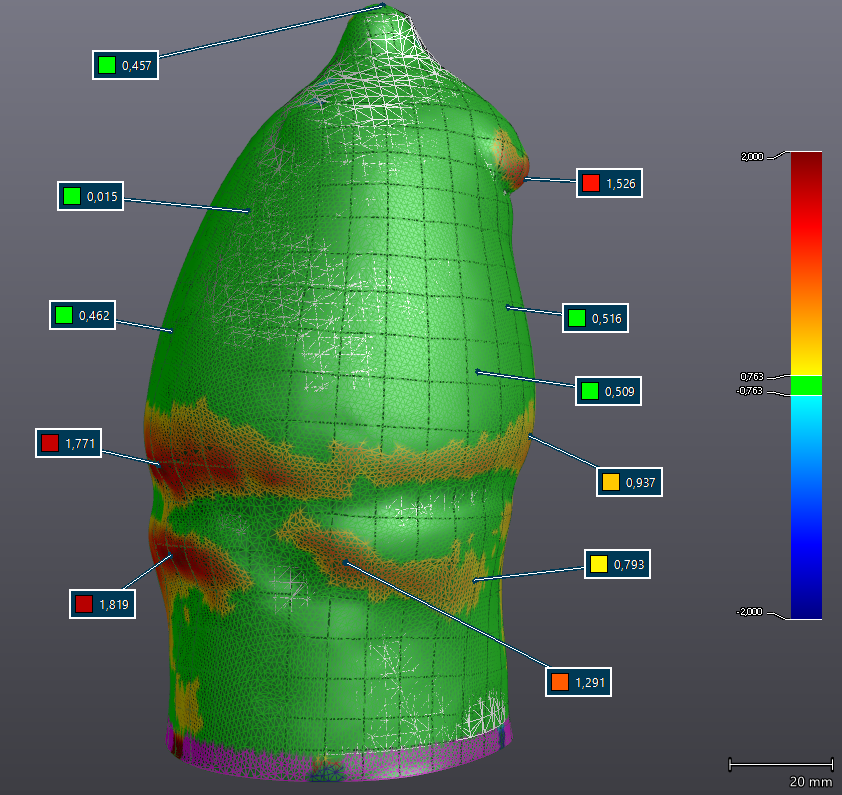
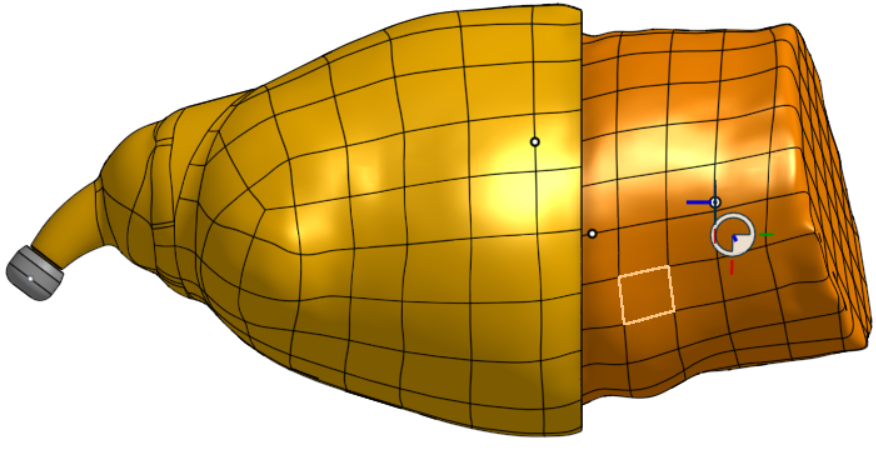
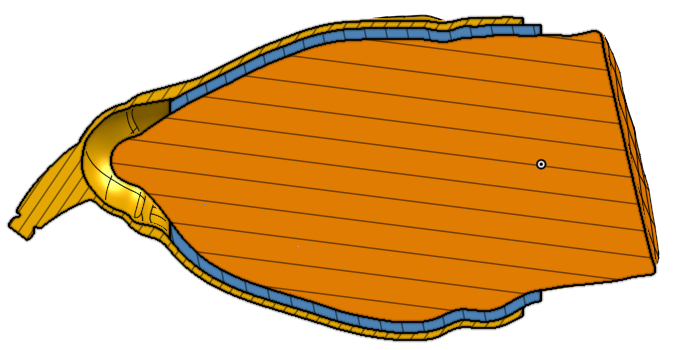
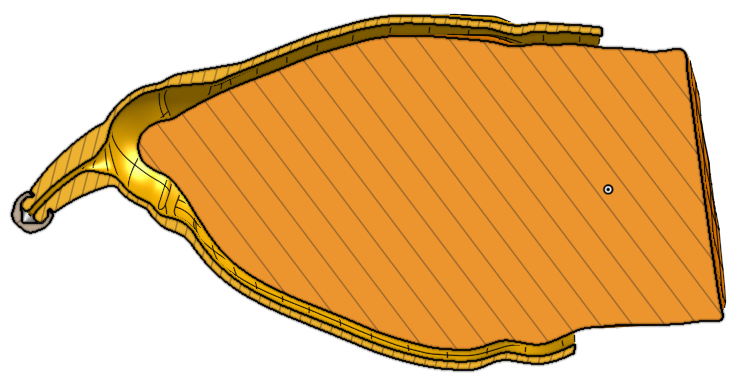
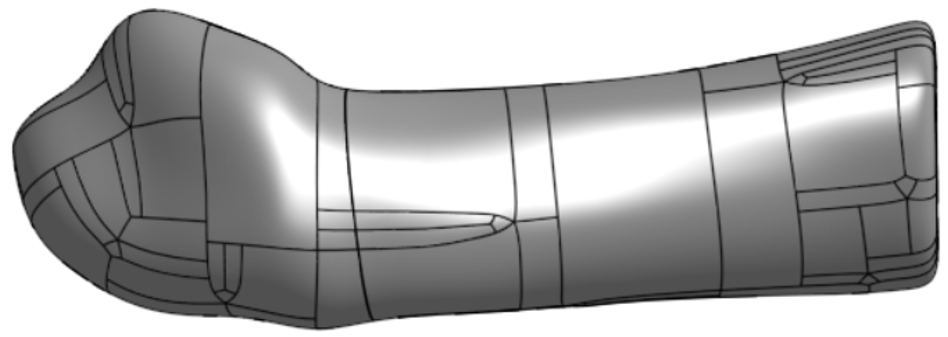
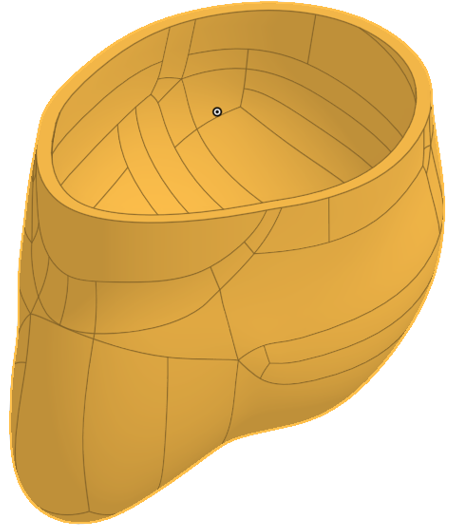
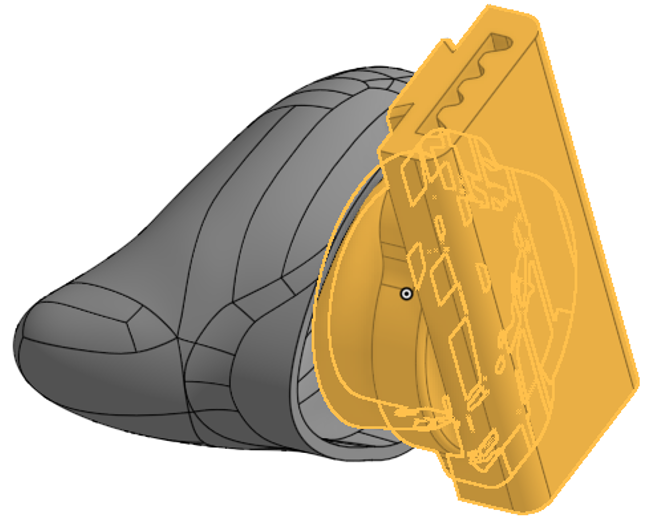
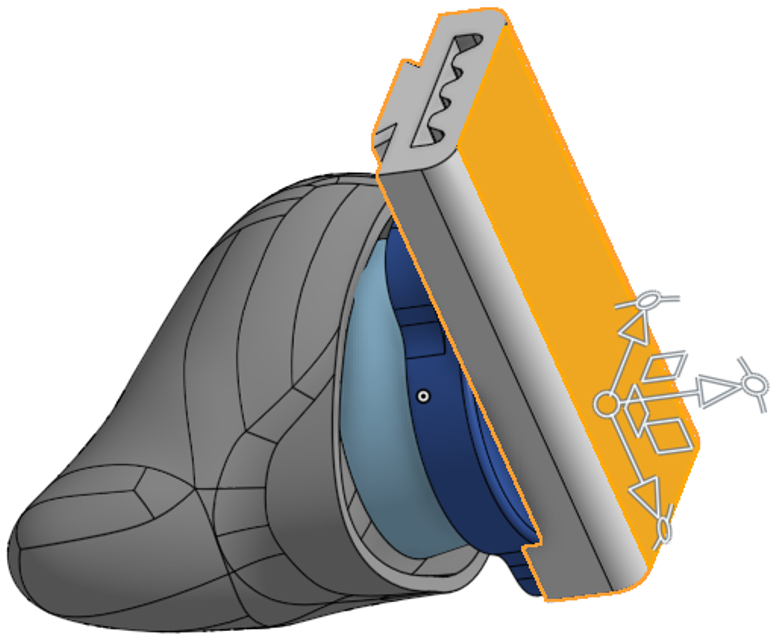
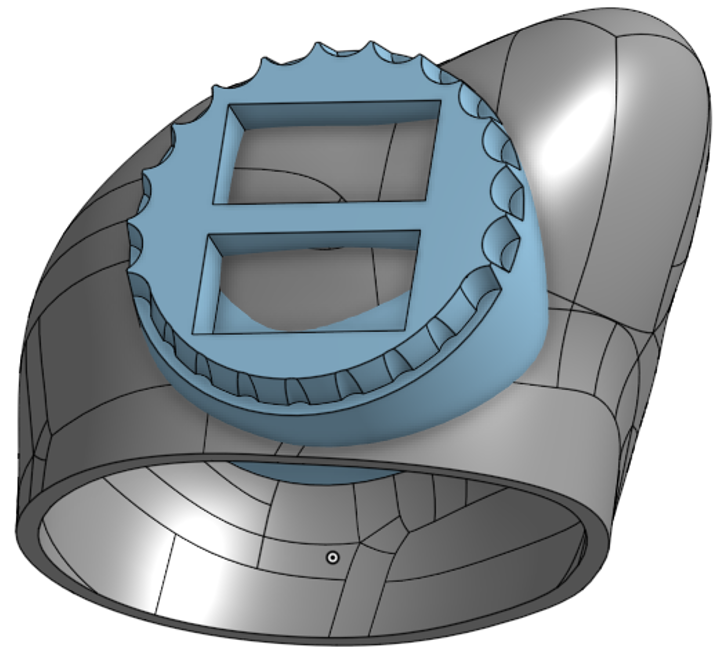
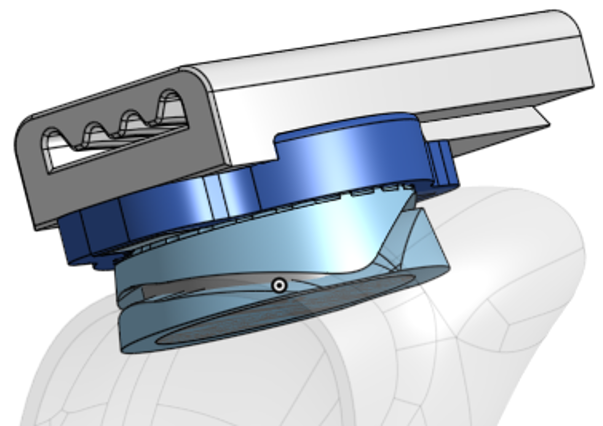
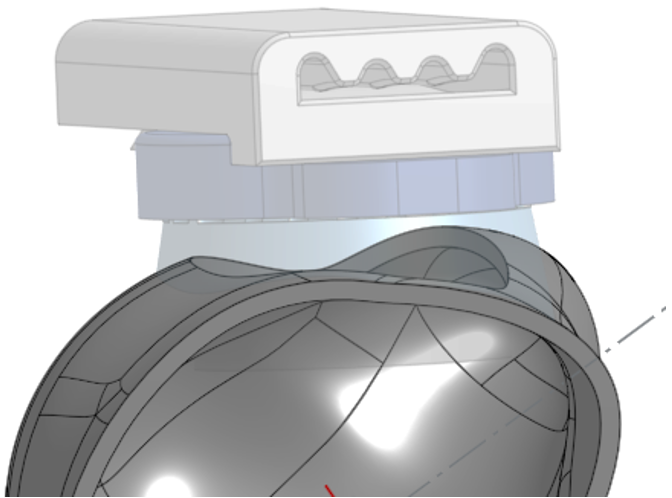
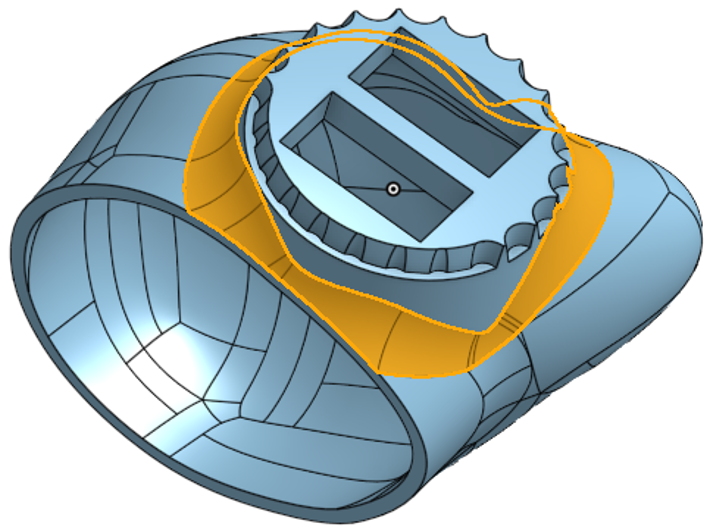
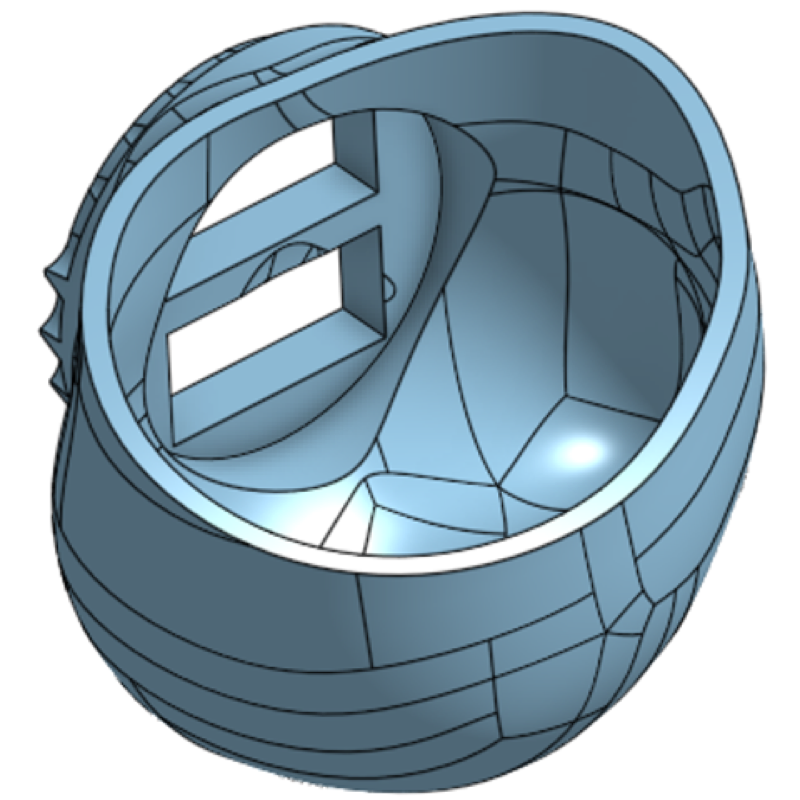
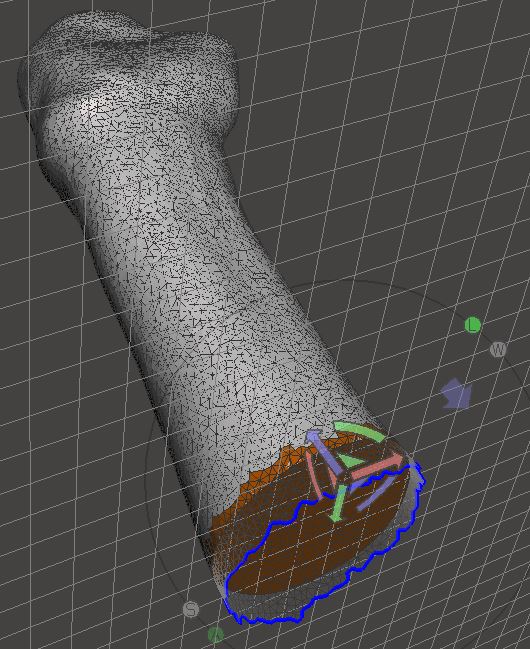
- Les Fig. 18 et 19 soulignent les limites de l’utilisation d’opérations booléennes dans le design. La fusion du scan 3D avec le design de la flexi-hand reloaded issu de Thingiverse laisse apparaître un espace important. Cet espace était le meilleur compromis pour laisser passer les fils en nylon servant à fermer l’appareil. Dessiner un appareil directement à partir d’un scan permettra de gagner en compacité.
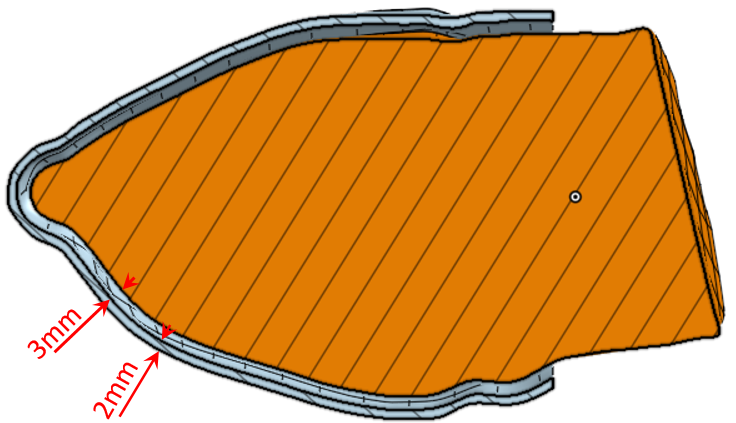
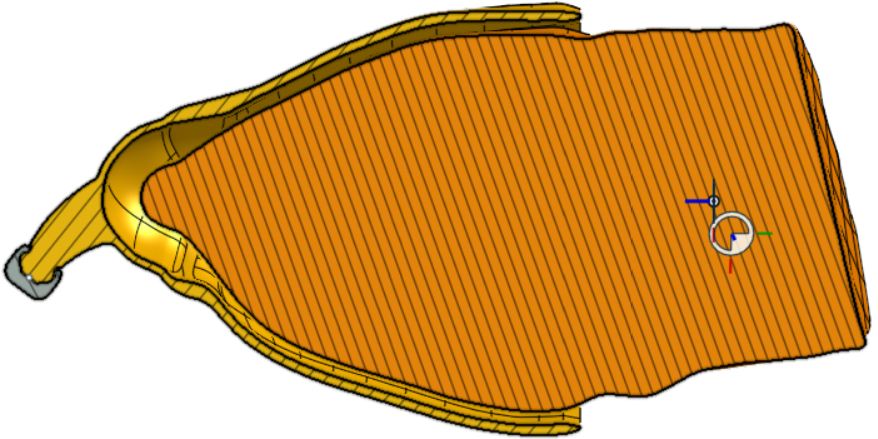
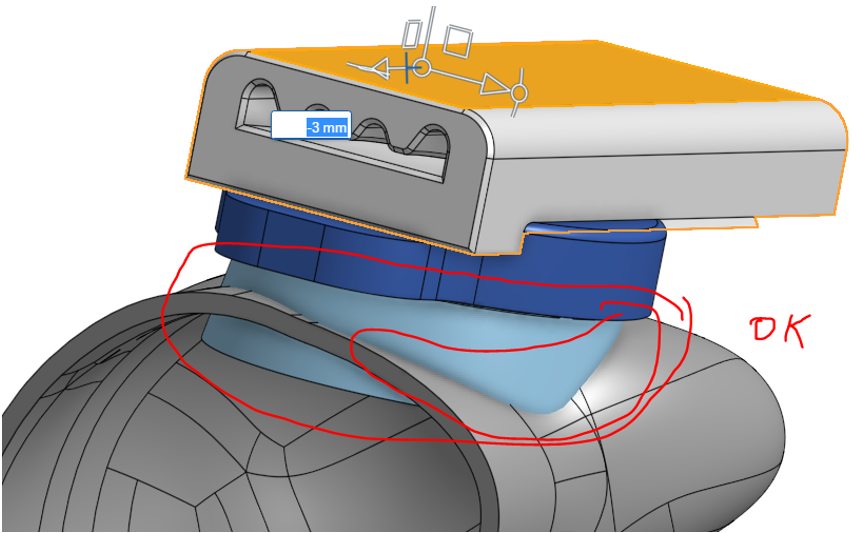
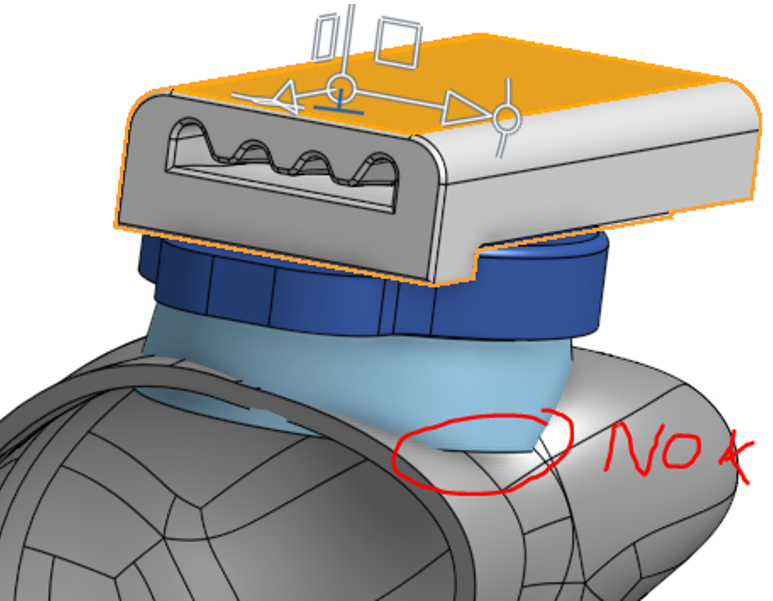
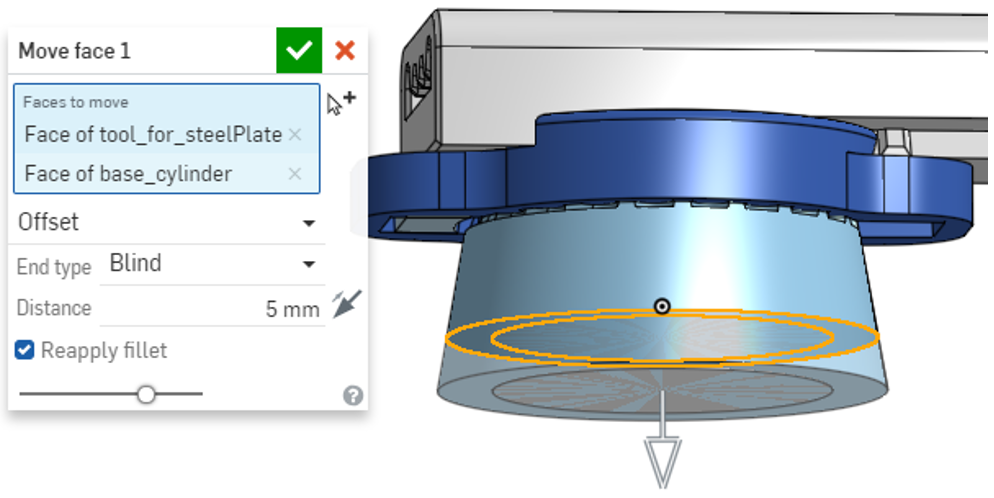
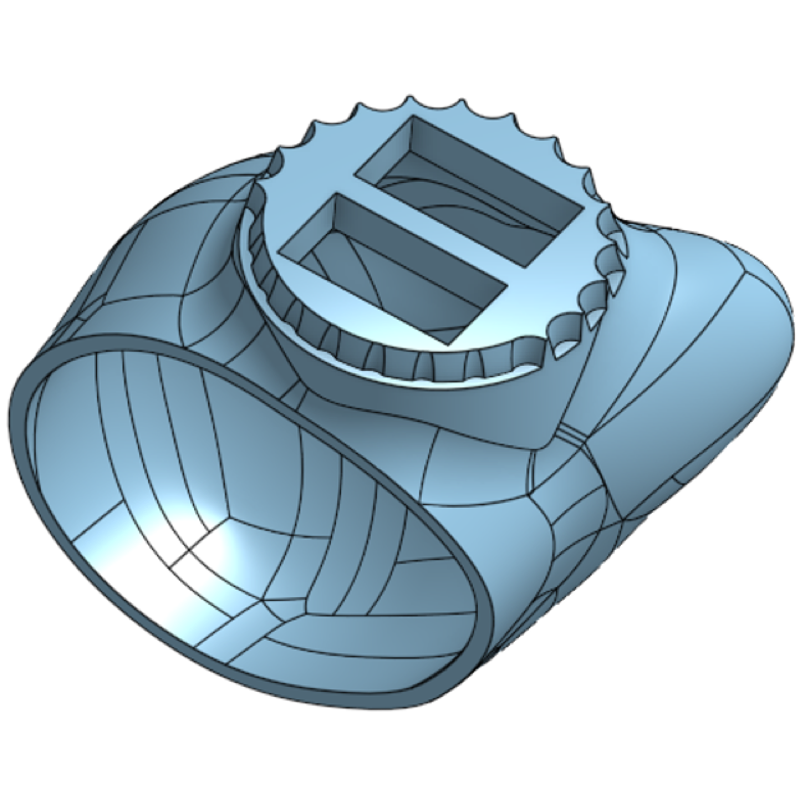
- Les muscles de la main de Noé sont bien développés. Dans la V2, la base du manchon de l’appareil avait été évasée pour permettre à Noé de l’équiper. Cet évasement a généré un point d’appui avec l’avant-bras de Noé, qui gène la fermeture complète du poignet (Fig. 20).
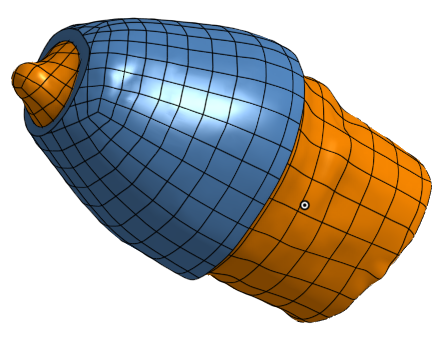
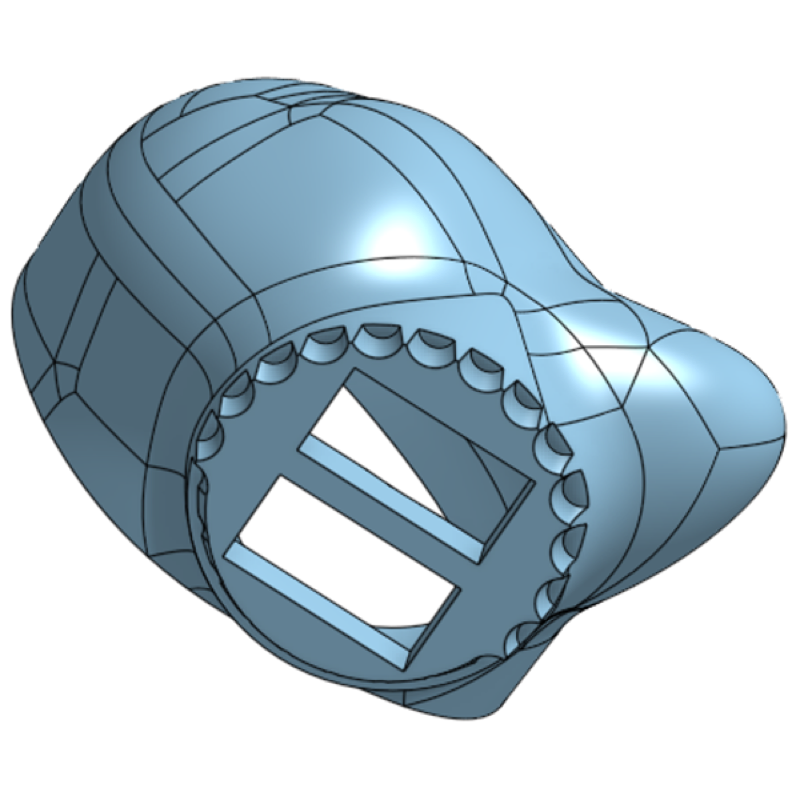
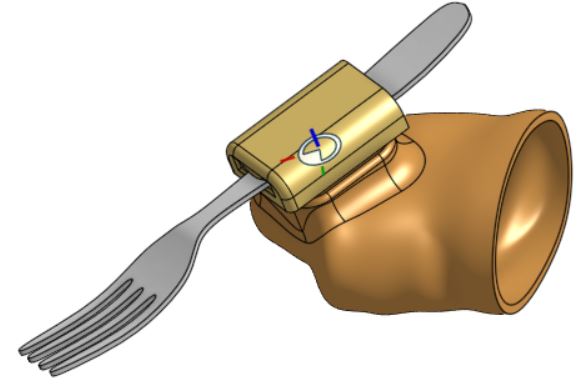
- Dans la même logique, l’espace pour que Noé puisse sortir et utiliser son pouce ont été trop agrandi, par précaution. Nous pourrons le réduire dans la V3.
- Enfin, la taille des doigts devra être diminuée (Fig. 22). Ils avaient été légèrement réduits pour continuer à permettre la préhension d’objet. Mais l’encombrement de la paume verte n’avait pas permis de les réduire plus. Pour la V3, on s’aidera de l’outil Tracker afin de proportionner l’appareil à la taille de la main gauche de Noé (Fig. 23). Dans tous les cas, les doigts resteront néanmoins plus longs que la normale afin de permettre une bonne préhension.
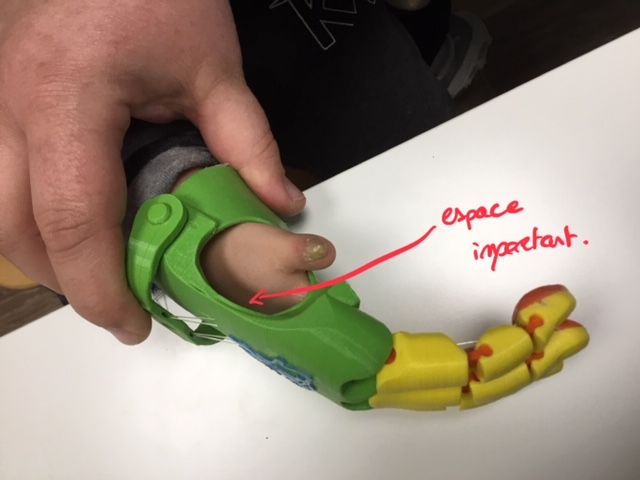
Fig. 18: La fusion entre le design flexi-hand reloaded et le scan 3D laisse apparaître un espace important avec la main, qui n’est que partiellement comblé par la mousse.

Fig. 19: même observation que pour la Fig. 18.

Fig. 20: la partie inférieure du manchon nécessite d’être évasé pour ne pas gêner la flexion du poignet.

Fig. 21: Afin d’être certain que Noé pourrait bouger librement son pouce, la taille de l’emplacement a été vraiment agrandi. Au final, nous pourrons le réduire un peu.
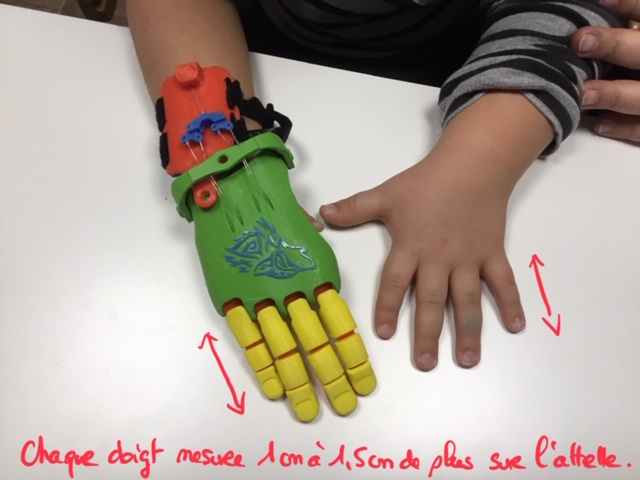
Fig. 22: Les doigts sont proportionnés par rapport à la taille de la paume de l’appareil. Une version avec des doigts plus courts avait été testé mais la préhension était mauvaise. La V3, plus compacte permettra de mieux proportionner les doigts par rapport à la main gauche de Noé.

Fig. 23: Afin de caler au mieux la longueur des doigts de l’appareil, on repart des photos envoyées par la famille de Noé et on mesure chacune des phalanges avec l’outils Tracker.
Dernière étape
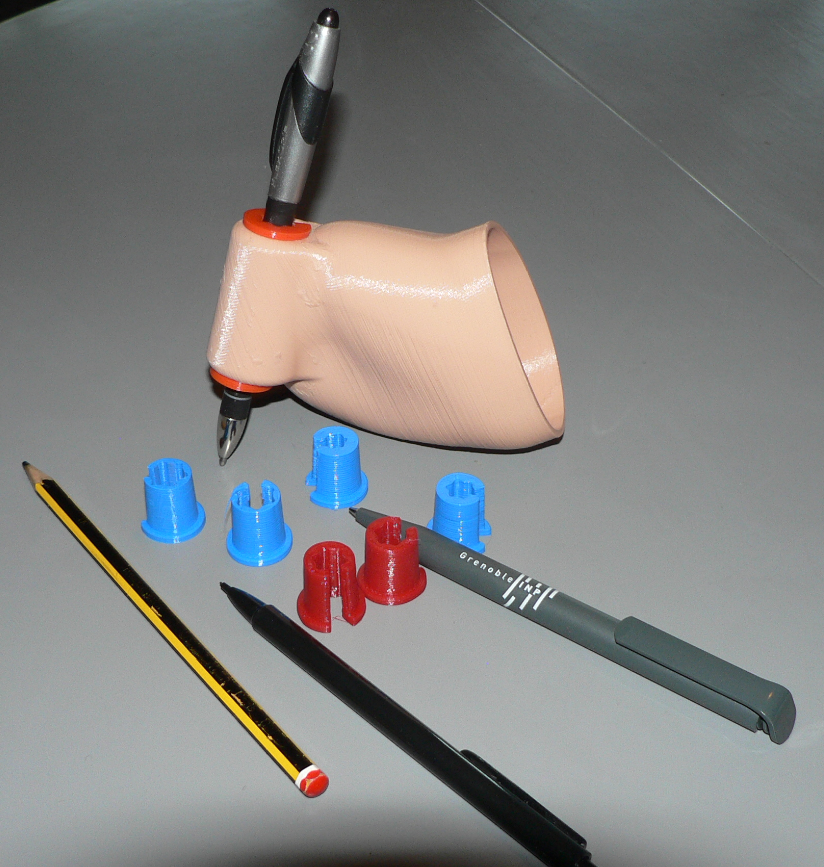
Après une nouvelle session coloriage (Fig. 24), on passe finalement de la 2D à la 3D (Fig. 25). La remise finale allant être faite pendant une séance avec son ergothérapeute, nous n’avons pas pris de photo à ce moment là mais juste avant le rangement dans le paquet cadeau (Fig. 26 à Fig. 30).
La liste et le détail des améliorations est présenté plus bas. La vérification la plus probante a été la possibilité de tenir un verre en verre avec une flexion assez réduite du poignet afin de ne pas trop fatiguer Noé, et ce même sans avoir à utiliser son pouce.
Fig. 24: Pour la dernière version de son appareil, Noé a profité des vacances pour imaginer un nouveau jeu de couleur.

Fig. 25: En parallèle, il s’est pris d’affection pour le dessin animé le Roi Lyon et en particulier Rafiki (à croire que le grand singe qui fabrique des trucs en 3D l’a inspiré :-).

Fig. 26: envers de la V3. Les liaison en filament flexibles bleu ciel servent aussi à donner un amorti aux phalanges. Recouvert de plasti-dip, le grip en est grandement amélioré.

Fig. 27: l’utilisation combiné de plasti dip sur les phalanges et sur la paume, ainsi qu’un design revu et corrigé de la paume permettent une préhension facilité même avec un verre lisse assez lourd.

Fig. 28: Idem Fig. 27 avec un autre point du vue.

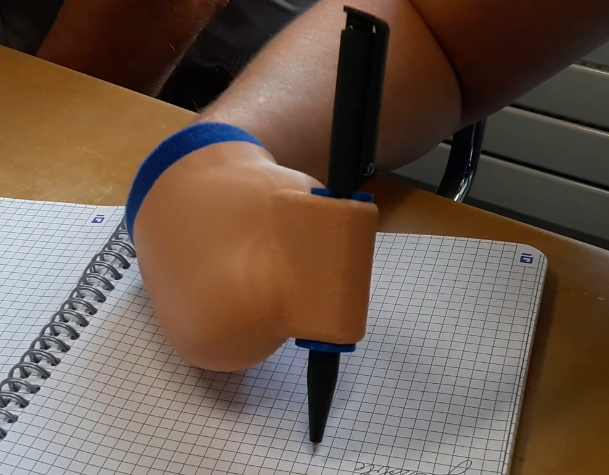
Fig. 29: L’angle de flexion du poignet est suffisamment réduite pour permettre à Noé de tenir des objets sans trop se fatiguer.
Fig. 30: la V3 dans son paquet à l’ouverture.
Détail des améliorations apportées
- doigts pas parallèles pour une meilleure préhension
- Système de cardan renforcé, fonctionnel et apprécié
- Flexibone: colonne vertébrale du doigt + flexibilité + grip + facile à assemblé + incassable par rapport aux élastiques dentaires
- design paramétré, assez biomimétique et sur mesure
- Partie inférieure du manchon est évasée afin de ne pas contraindre la flexion du poignet et blesser Noé
- Extension de pouce qui vient s’emboîter sur le bourgeon de Noé.
Conclusion, limites et perspectives
La première version de l’appareil a pu être livrée dans les temps le dernier jour de l’école. Ce jour là, Noé a pu être le héros de la cour de récrée. La seconde version a été livrée vers la rentrée 2018, en présence de l’ergothérapeute qui a pu valider son fonctionnement. Quelques temps plus tard, Noé s’est rendu compte qu’il était plus autonome sans cet appareil plutôt qu’en le portant. Il est maintenant conscient de sa différence mais pas forcément moins habile que les autres enfants. Il peut faire du vélo, et tout plein d’autres activités. L’objectif en ce sens est donc atteint et ce projet fut au final une suite de merveilleux échanges.
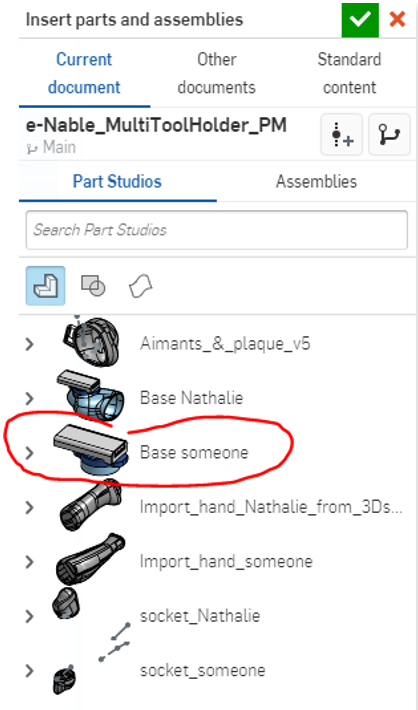
Conclusion: Arborescence OnShape du projet – 4 fonctions
Les dernières mises à jour d’OnShape ont permis de structurer le design de chaque pièce par dossier ce qui facilite la lecture d’un design
Fonction 1: Palonnier et gantelet
Rien de particulier à dire car peu modifié à partir du STL. Il faudrait retravailler le réglage de la tension du palonnier.
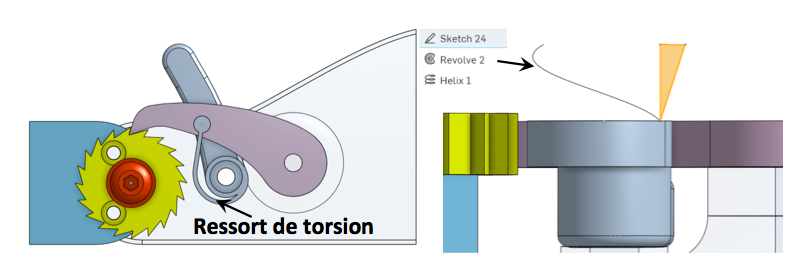
Fonction 2: Fonction cardan – un poignet libéré, délivré ? 🙂
Idem que pour la F1: peu modifié mais renforcé suite à casse de la première version.
Fonction 3: les doigts
- Les ongles
- les phalange tip flex
- le flexibone
- le paramétrage facile
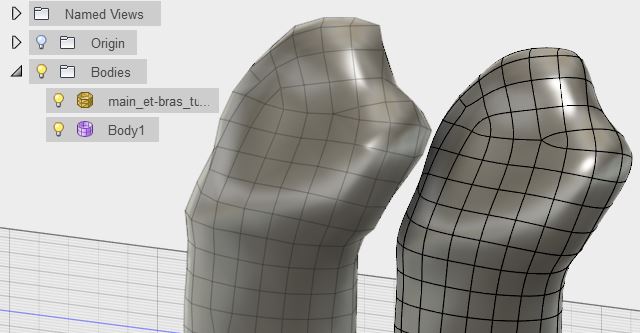
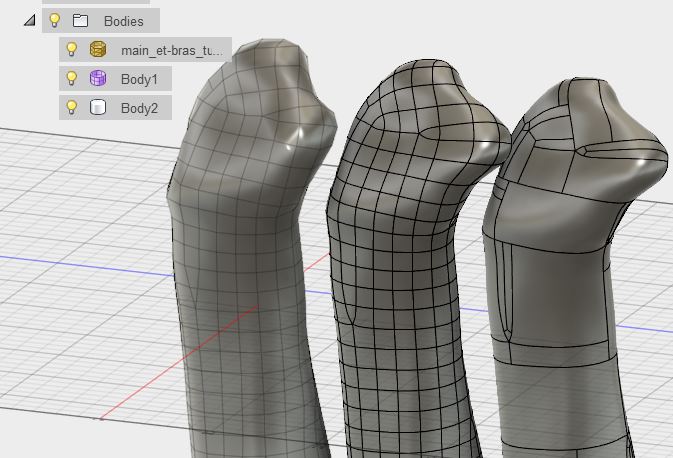
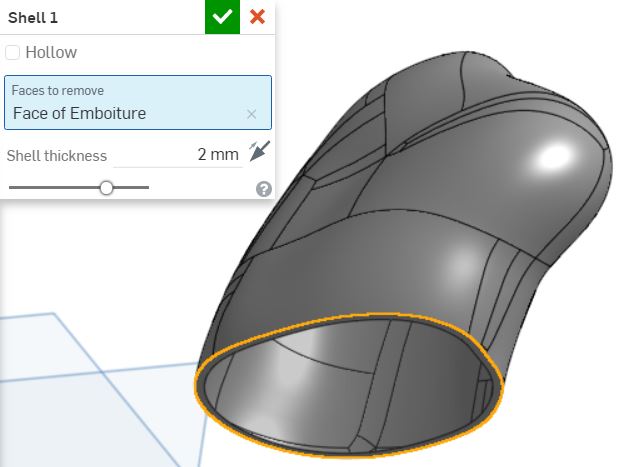
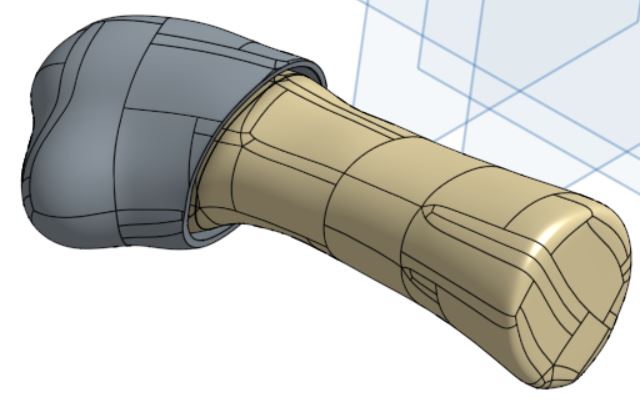
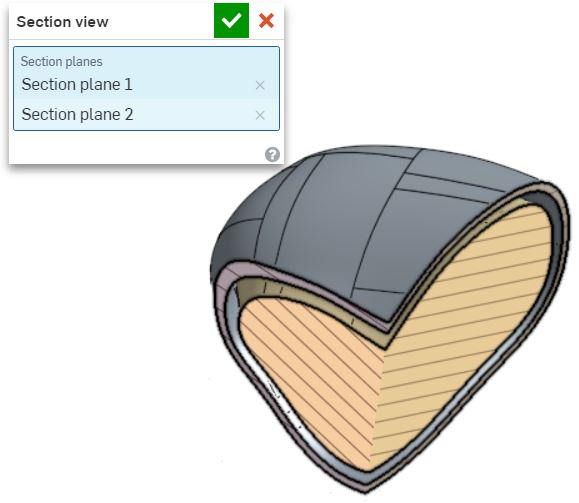
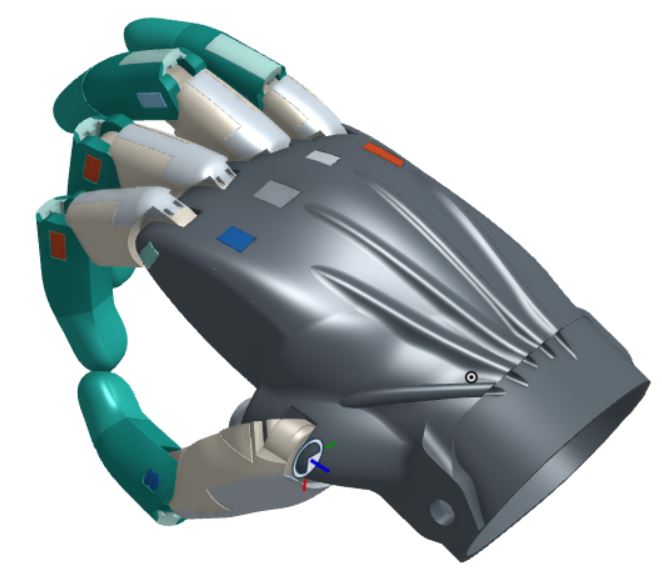
Fonction 4: la paume
Arborescence dossiers:
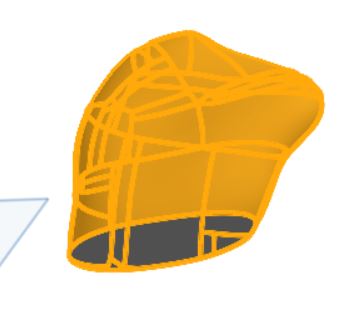
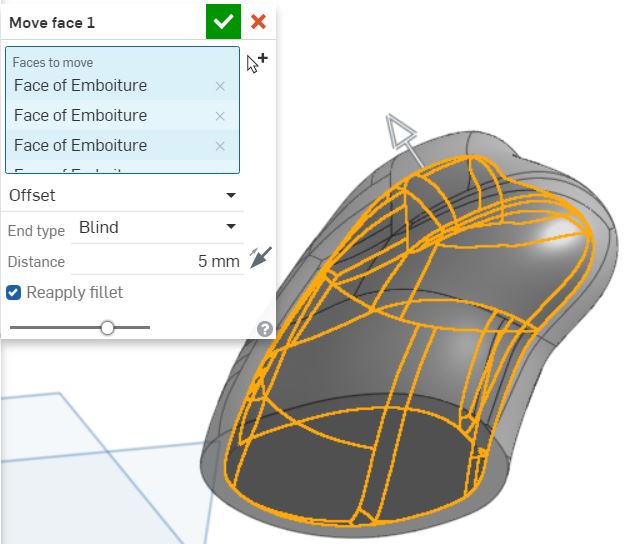
- Création d’une paume générique avec position angulaire des doigts
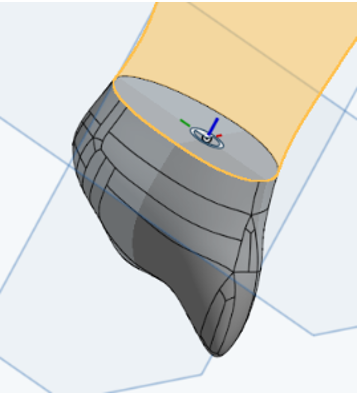
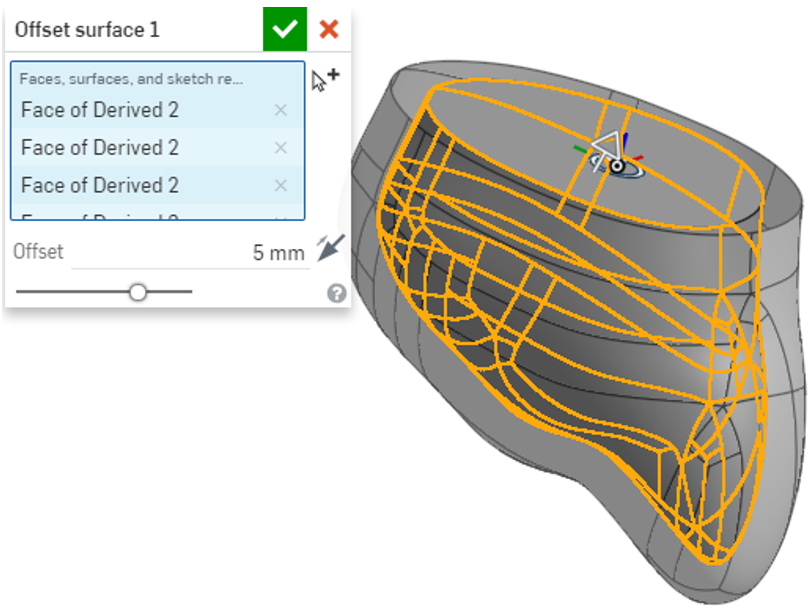
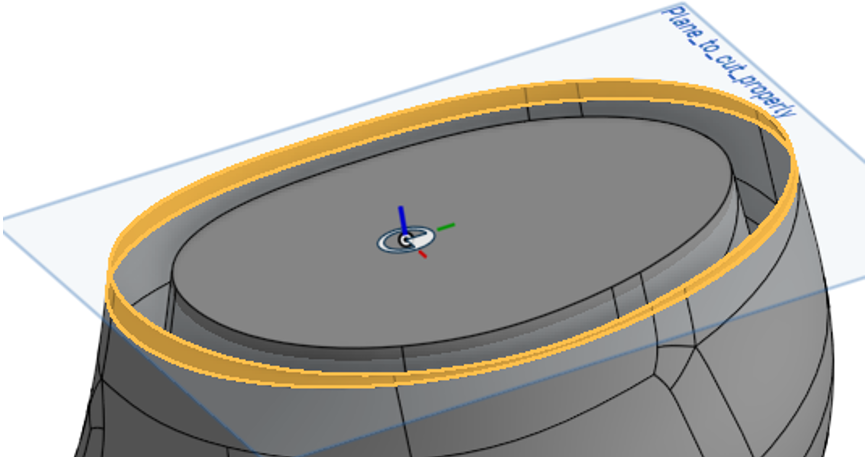
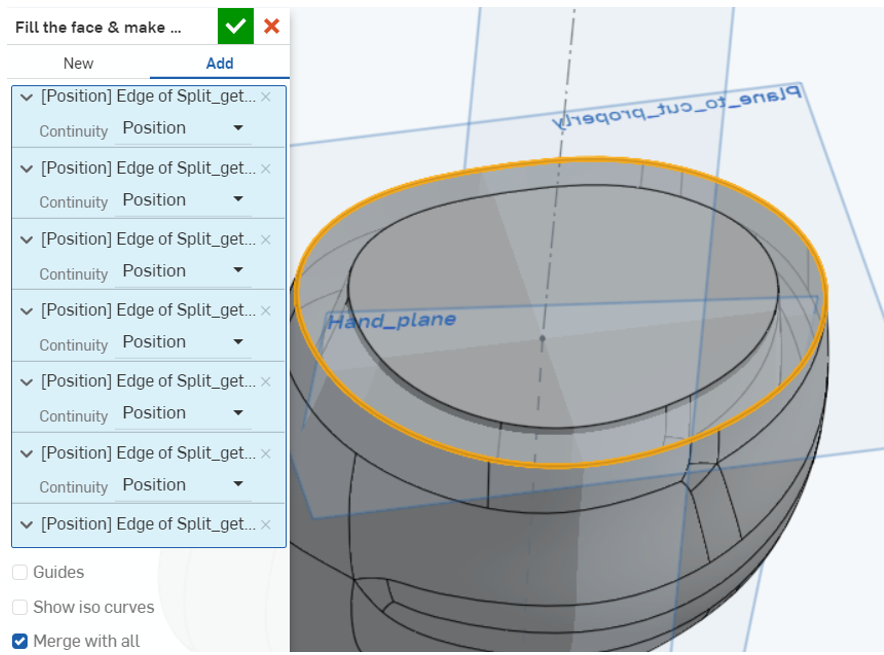
- Intégration du scan 3D
- Intégration d’un passage de cable nylon pour la préhension
- Décoration (optionnel)
Limites
- Flexion transverses des doigts
- Nylon apparent, trop fragile pour enfant
- phalange flexibles moins visibles pour un design adulte
- doigt plus courts
- réglages palonnier par vis
- Faire valider les dimensions (angles, longueurs des doigts, etc.) par des professionnels de santé
Perspectives
Nettoyer le dossier OnShape de Noé mais déjà exploitable en l’état en copiant tel quel.
Version avec pouce intégré à venir
Utilisation d’imprimantes multicolore pour la décoration, plutot que le collage









































Commentaires récents