Pen/Pencil MTH Holder Evolution
During the delivery of our first MultiToolHlder [MTH] dedicated to writing, it came to us that our method for positioning the pen was not necessarily that desired by the wearer of the prosthesis.
Every person who writes has his own habits, so we have to design an MTH that will suit needs well without the need to design a new support.
We got inspired by GPS mounting system that we used to suck on our car windshields.
No sooner said than done, the specifications were simple to write:
- to redesign the existing pen sleeve
- to graft a ball joint on the sleeve
- to redesign the socket whilst grafting a self-tightening screw to lock the ball joint.
Design
According to our development process, our design is naturally open source, available through Onshape the online application at the following URL: https://cad.onshape.com/documents/a8c6f5401b2ae5574858ee9a/w/103408f60b9c74886ceb3f5d/e/f94eb28f22ddfaab4354a469
The folder can also be found with the Search (target) function targeting the Public domain, with the string: ” team Gre-Nable.fr : MultiToolHolder“.
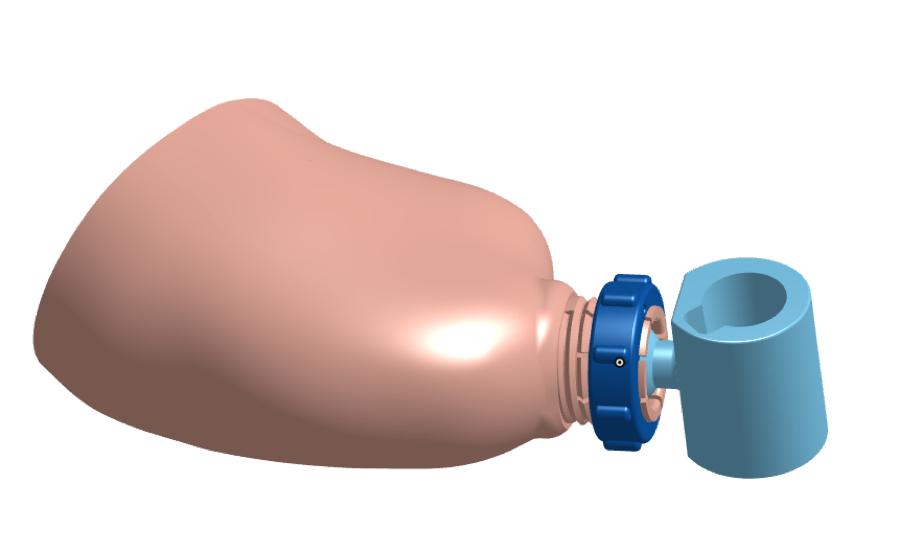
Visitor can discover the assembly as we simulated it, to correctly place the different elements.
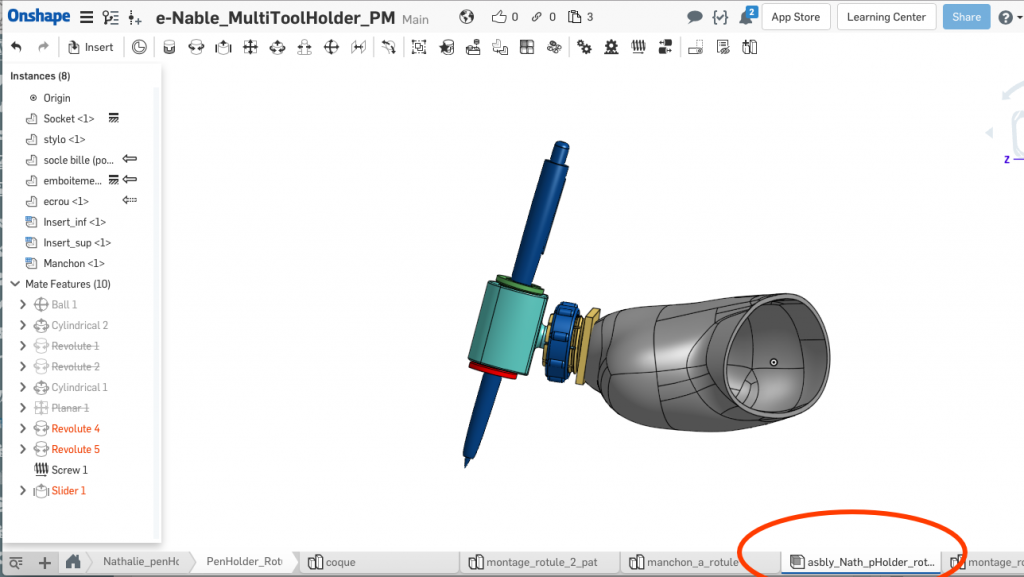
and the designs of the parts constituting the MTH are grouped in the PartStudio directory “PenHolder_rotule “.
As usual to modify the file, it will first be necessary to make a copy in your personal space, folder that you can then change to wish, including to adapt the MTH to your target nesting.
The Socket
This element is the heritage of a previous development that we described in our post:https://www.gre-nable.fr/creation-dun-multi-tool-holder/
At the end of this socket must be created and “solder” a thread that will tighten the ball.
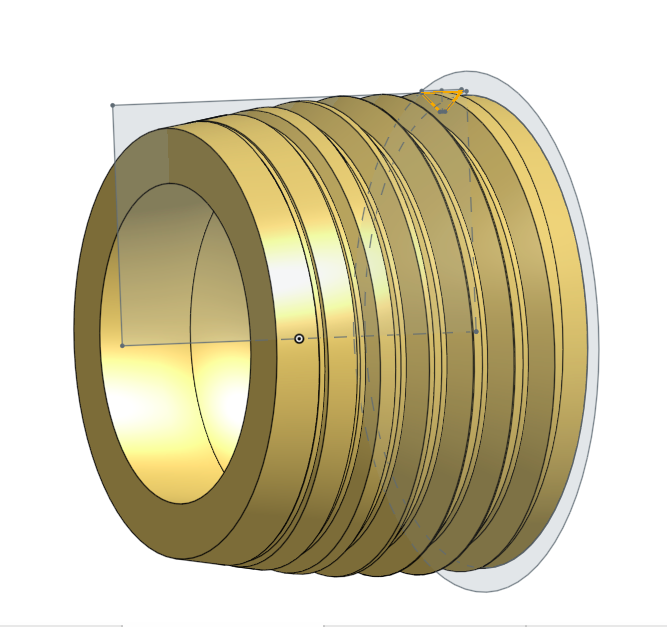
Design of the thread
The aim is to realize a cylinder, whose periphery will be dug (extrusion with removal of matter – extrude remove)a triangular profile corresponding to the thread, sweept along a helical path, image of the screw.
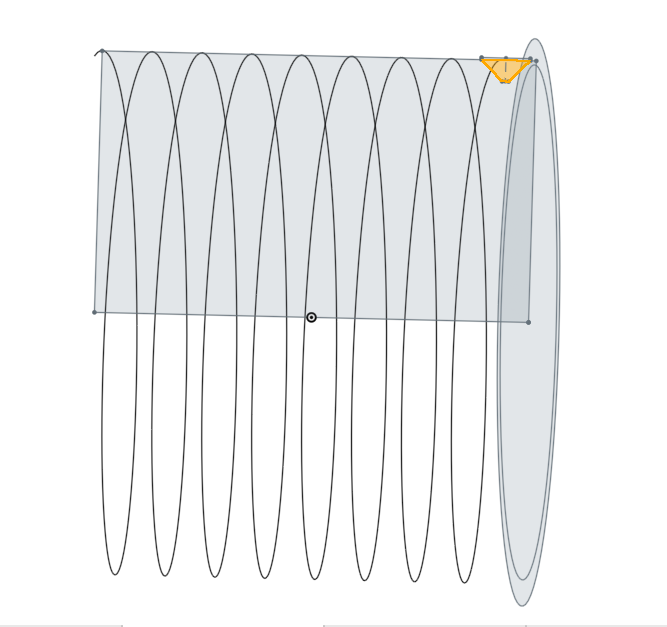
Step#1
Le profil en triangle (jaune) dont le plan de construction est normal au chemin hélicoïdal, va définir un volume qui sera retiré de l’enveloppe cylindrique de la vis.

Step #2
Extrusion du cylindre complet de la vis, puis extrusion (remove) du profil du pas de vis suivant le chemin hélicoïdal.
Etape #3
On creuse l’intérieur de la vis pour y insérer la rotule, puis on “conifie” le début de la vis pour permettre un effet de serrage (l’écrou aura une conification inverse).
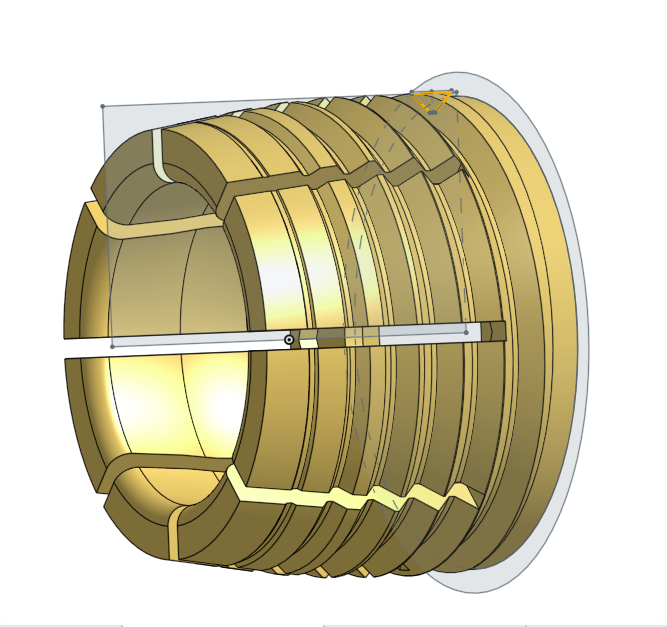
Etape #4
On fragilise la vis avec 8 fentes pour créer des lamelles un peu souples qui emprisonneront la rotule lors du serrage.

Etape #5
Enfin, on assouplit la base de chaque lamelle pour faciliter la flexion et le serrage autour de la bille.
3D Prints
Socket printing
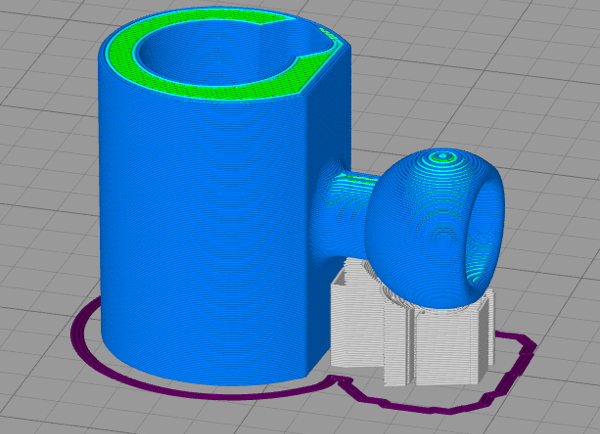
The socket is a complex shape, to ensure the printings with high quality, printing will be done vertically, the socket laying on the flat section of the screw using supports to maintain a smooth appearance of the socket.
To ensure that the thread is properly stick on the printing mirror, a trick is used which consists in the existence of a small extruded flat part (thickness = 2 layers) in the same plan as the end plane of the thread. This piece (trick) is exported to the slicer at the same time as the socket, so it is she who imposes the collage of the whole on the plate.
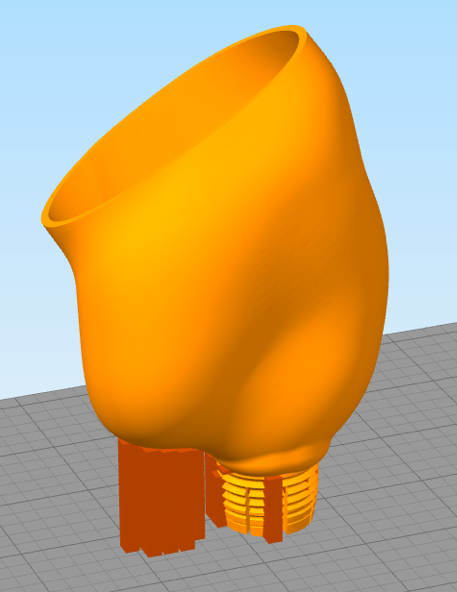
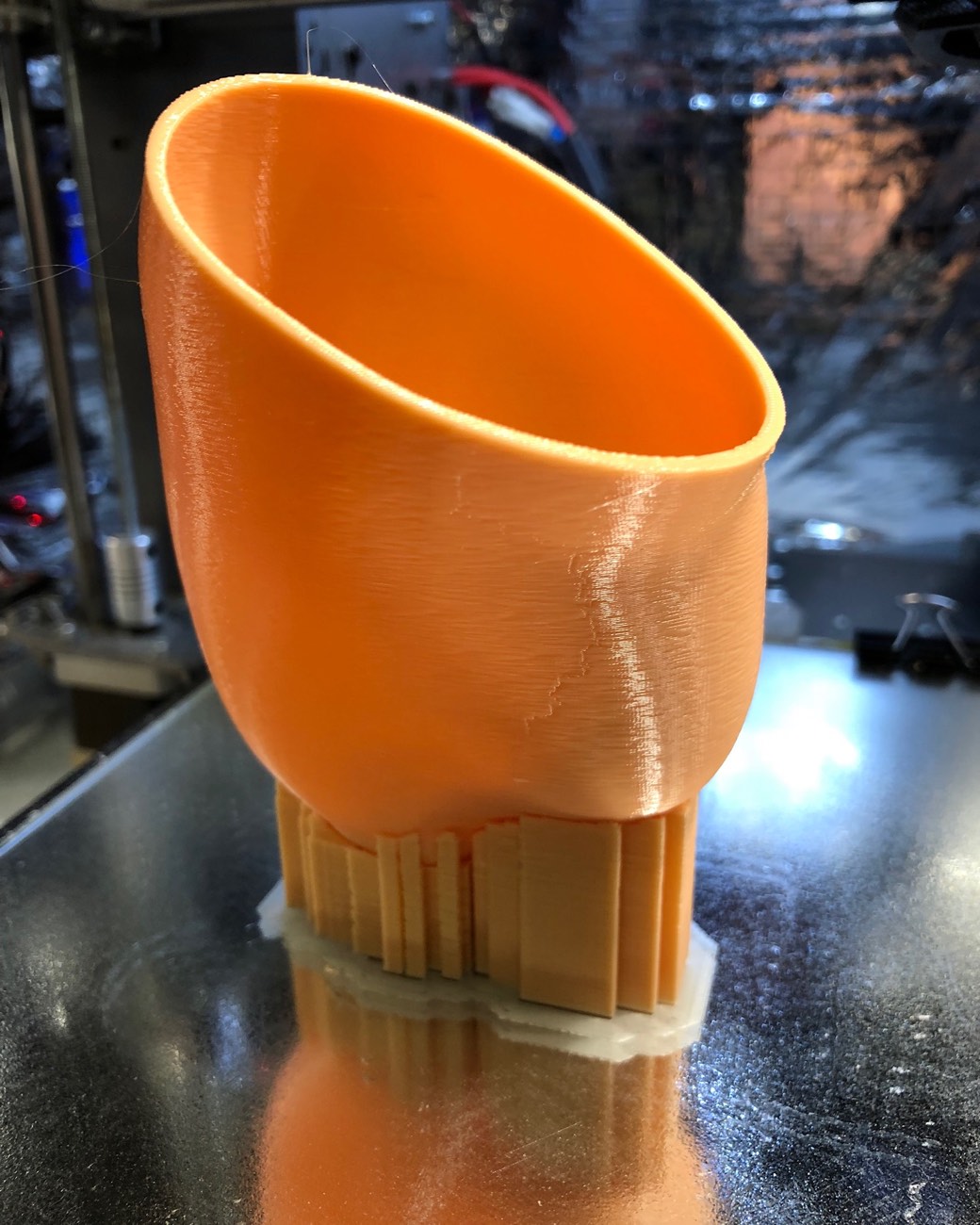
Printing of the socket
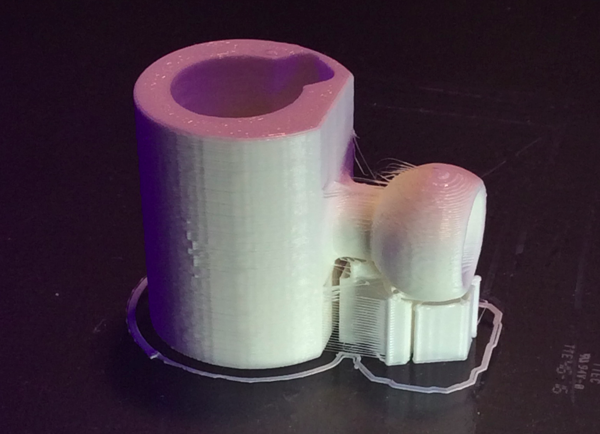
Toute la complexité de l’impression réside dans l’impression de la rotule qui est orthogonale avec l’axe du manchon.
Dans une première version, le manchon avait été imprimé en appuyant la section coupée de la rotule sur le plateau. Lors d’un essai avec un bénéficiaire, la section du raccord entre la rotule et le manchon s’est cassé suite à un essai de rotation du manchon sans dé-serrer l’écrou. Essai concluant de résistance des matériaux et de la capacité de serrage de l’écrou!.
Nous avons donc orienté l’ensemble pour que la rotule, le raccord et le manchon soient imprimés dans le même plan.
Simplify3D, génère des supports de qualité qui se décollent sans laisser de traces. L’expérience montre qu’une épaisseur de couche de 20/100ème génère une rotule suffisamment précise pour l’utilisation.
Printing of the screw
Quelques essais d’écrous en PLA ont mis en évidence la présence de frottements (PLA sur PLA) importants lors du dé-serrage ce qui rend l’utilisation moins aisée pour une personne n’ayant qu’une main valide.
Un essai avec du filament Iglidur, (fabriqué par Igus) réputé pour ses qualités de frottements réduits, confirme le choix. L’écrou sera donc en Iglidur (https://www.igus.eu/product/703), c’est cher mais on peut en demander quelques mètres en échantillon.
Par contre, l’impression n’est pas triviale, une température élevée pour la buse (260 à 265°C) avec un plateau à 70°C, et une vitesse d’impression faible (20 mm/s) comme pour du flex.
Printing of the inserts
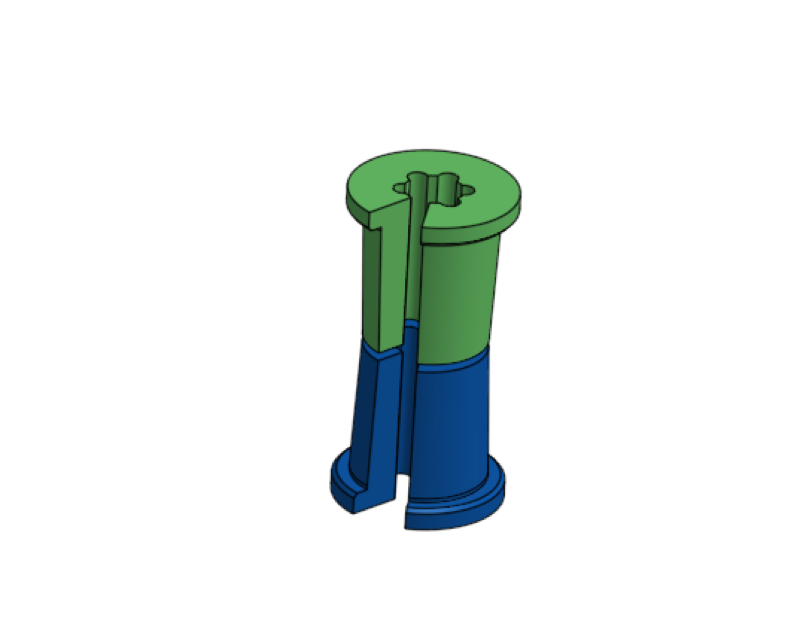
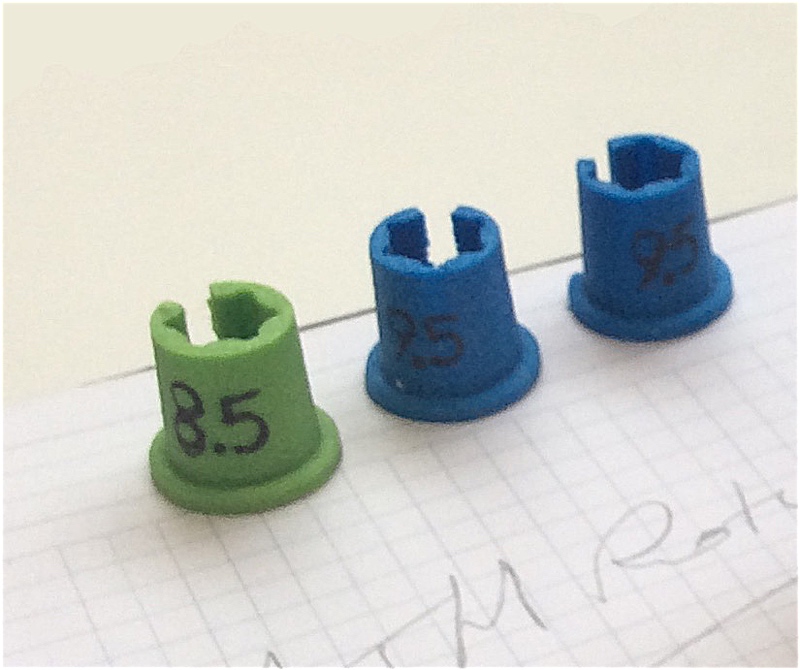
Les stylos, crayons, pinceaux … ayant tous des diamètres différents, il faut donc imprimer un jeu de bouchons de diamètres différents, avec du filament flexible. Nous utilisons deux filaments : ninjaFlex et SmarFlex.
A partir d’un design paramétrable (paramètre Pen_diameter dans le Part Studio ‘manchon_a_rotule‘), on exporte autant de bouchons que l’on veut pour constituer le jeu. Pour cette livraison, les diamètres choisis sont 9,5 mm, 8,5 mm, 8mm et 7 mm (crayon de papier courant).
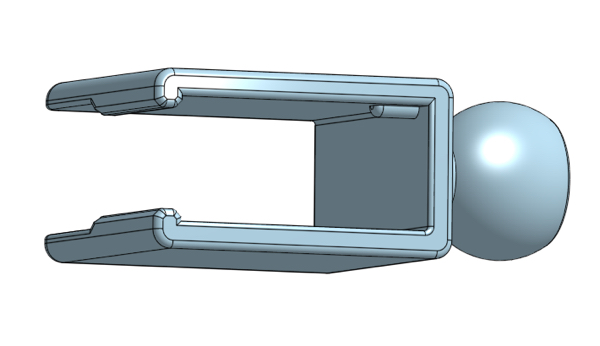
et pour terminer, une coupe générale du MTH à rotule assemblé;

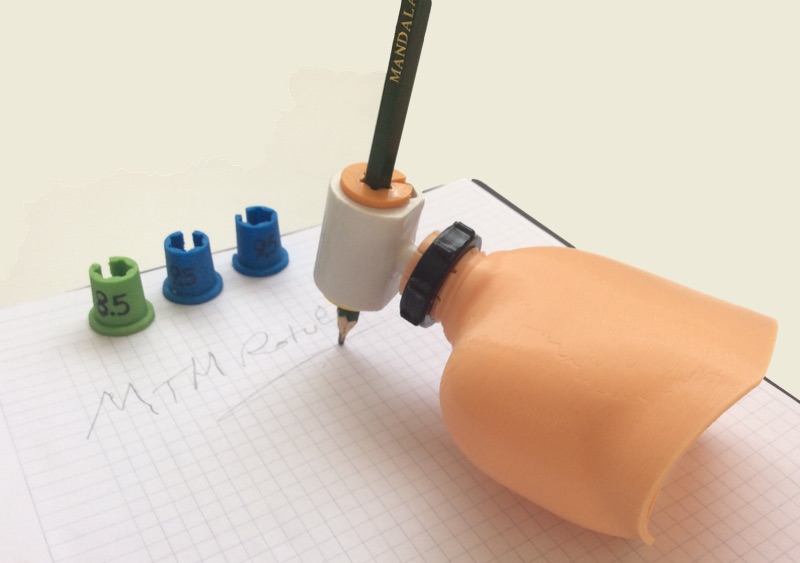
… and finally the Multi Tool Holder on stage.
Nathalie ré-apprend à se servir de sa main droite pour écrire, pour dessiner. Les réflexes vont revenir rapidement.


Afin que Nathalie puisse tenir des outils de plus petits diamètres, Patrick imprime et lui envoie quelques manchons encore plus petits que les précédents.
Et peu de temps après, nous recevons des nouvelles… et des photos : Nathalie s’est mise à peindre, cela faisait tellement longtemps qu’elle en rêvait ! Et on doit dire qu’elle se débrouille plutôt très bien …

Nathalie peint
… et immédiatement après la livraison, conception d’une nouvelle extension articulée !!
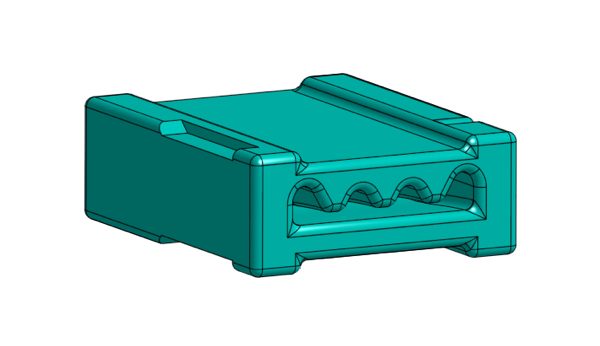
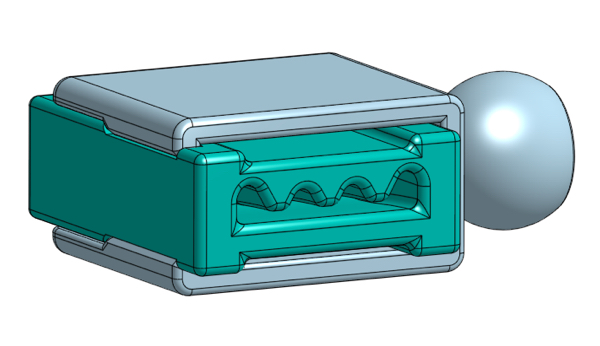
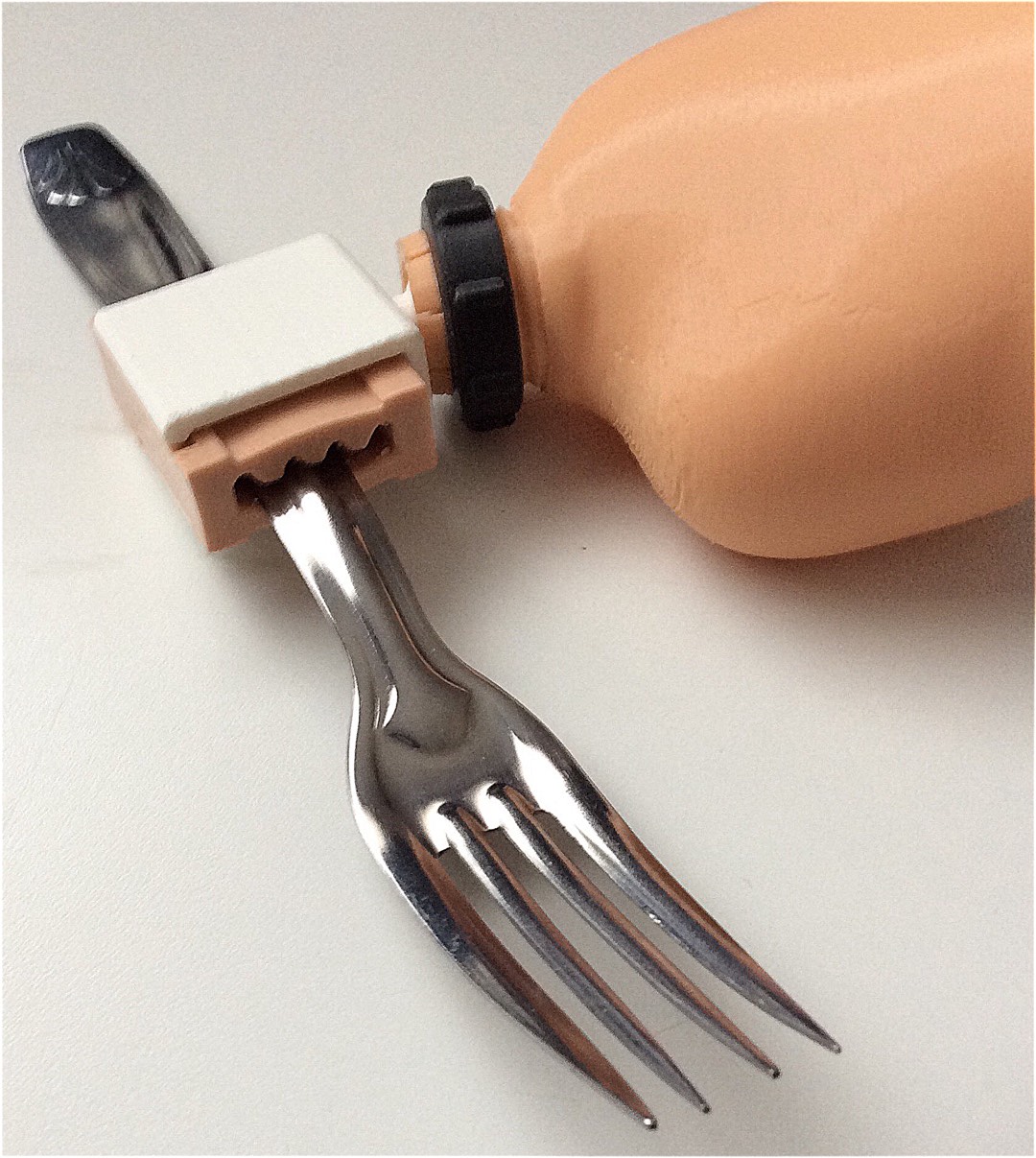
Le porte fourchette
Maintenant que la base est construite, il devient aisé de concevoir d’autres extensions articulées et spécialisées.
En repartant du concept de porte fourchette décrit dans un article précédent (www.gre-nable.fr/creation-dun-multi-tool-holder/) pour réutiliser et améliorer le bloc “coinceur” de fourchette, imprimé en flexible. La réalisation de cette extension a été très rapide.
On retrouve les primitives de conception dans le Part Studio ‘fourchette_a_rotule‘ du même dossier

A l’attention de tous les membres d’e-Nable France (Makers ou Demandeurs d’appareil)
Nos développements sont en open source, disponibles à tous pour être reproduits. L’adaptation de l’emboitement demande un peu plus de technicité qu’une simple compétence en impression. Mais, nous sommes là pour vous aider à acquérir cette compétence.
Soumettez-nous vos besoins et nous vous aiderons à réaliser votre MTH personnalisé. La seule petite contrainte, est que le design est trop complexe pour être réalisé avec le logiciel Openscad (surtout du fait de la forme non modélisable par simples primitives de l’emboitement).
Heureusement il existe une solution gratuite pour résoudre nos besoins, celle que nous maitrisons : l’application en ligne OnShape.com. Son usage n’est pas plus compliqué qu’appréhender Openscad. Prenez quelques minutes pour lire notre article ‘https://www.gre-nable.fr/pourquoi-team-gre-nable-utilise-onshape/’
Recent Comments